Machining the workpiece
4.7 Starting machining at a specific point
Milling
148 Operating Manual, 03/2010, 6FC5398-7CP20-1BA0
Note
Interruption point
You can load the interruption point in search pointer mode.
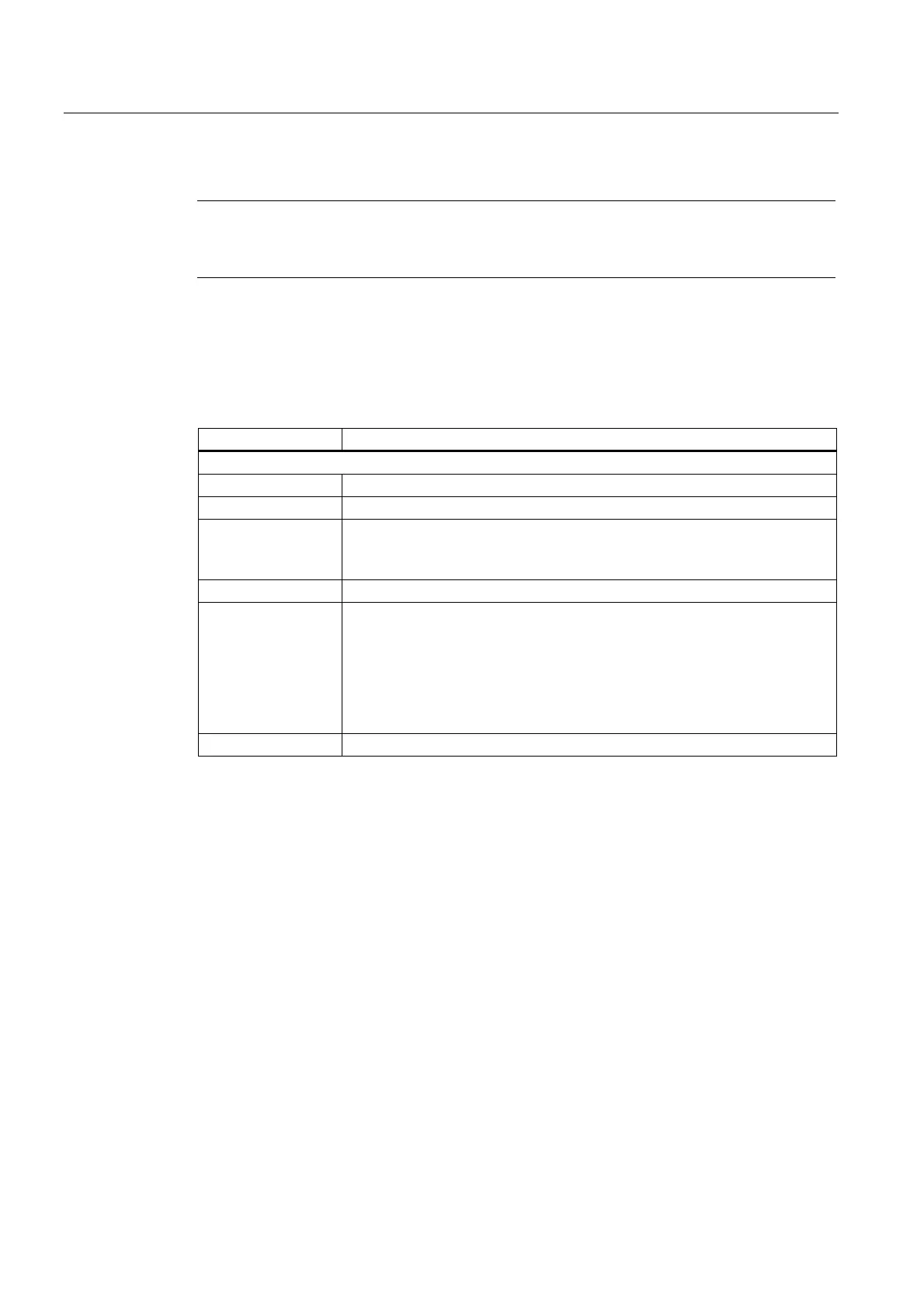
4.7.6 Parameters for block search in the search pointer
Parameter Meaning
Number of program level
Program: The name of the main program is automatically entered
Ext: File extension
P: Pass counter
If a program section is performed several times, you can enter the number of
the pass here at which processing is to be continued
Line: Is automatically filled for an interruption point
Type " " search target is ignored on this level
N no. Block number
Label Jump label
Text string
Subprg. Subprogram call
Line Line number
Search target Point in the program at which machining is to start

 Loading...
Loading...


























