Programming technological functions (cycles)
8.6 Further cycles and functions
Milling
416 Operating Manual, 03/2010, 6FC5398-7CP20-1BA0
Procedure
1. The part program to be executed has been created and you are in the
editor.
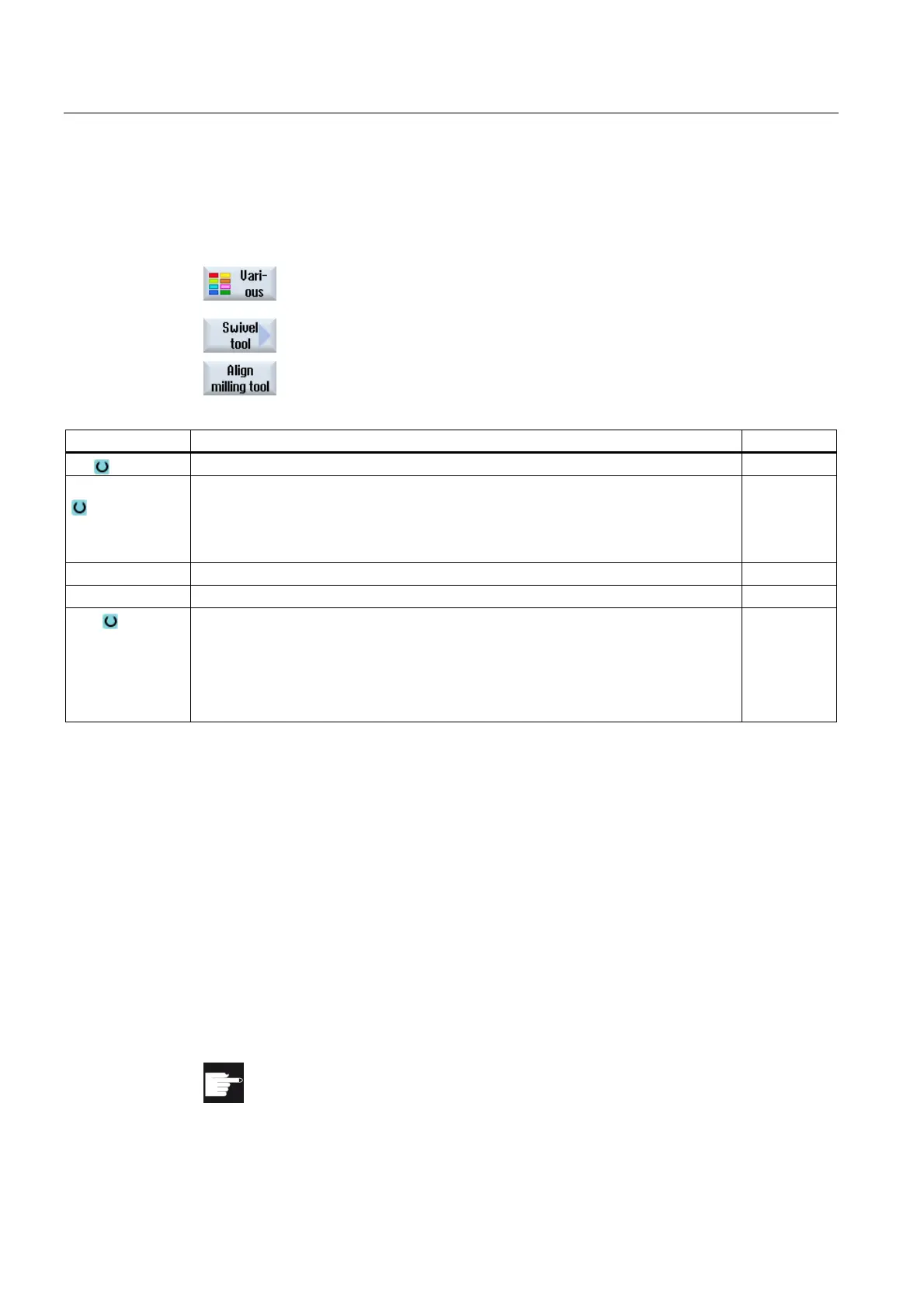
2. Press the "Various" softkey.
3. Press the "Swivel tool" and "Align milling tool" softkeys.
The "Align milling tool" input window opens.
Parameter Description Unit
TC Name of the swivel data set
Retract
No: No retraction before swiveling
Z: Retraction in the direction of machine axis Z
Tool direction, max.: Maximum retraction in tool direction
Tool direction, inc.: Incremental retraction in tool direction
ZR Retraction path - (only for incremental retraction in the tool direction)
β Rotation around the 3rd geometry axis (for G18 Y) Degrees
Tool Tool tip when swiveling
Correct
The position of the tool tip is maintained during swiveling.
No correction
The position of the tool tip is not maintained during swiveling.
8.6.3 High-speed settings (CYCLE832)
Function
Machining of free-form surfaces involves high requirements regarding velocity, precision and
surface quality.
You can achieve optimum velocity control depending on the type of processing (roughing,
rough-finishing, finishing) very simply with the "High Speed Settings" cycle.
Program the cycle in the technology program before the geometry program is called.
The "High Speed Settings" cycle is also in conjunction with the "Advanced Surface" function.
Software option
You require the software option in order to use this function:
"Advanced Surface"

 Loading...
Loading...


























