Programming technological functions (cycles)
8.5 Contour turning - only for G code programs
Milling
Operating Manual, 03/2010, 6FC5398-7CP20-1BA0
387
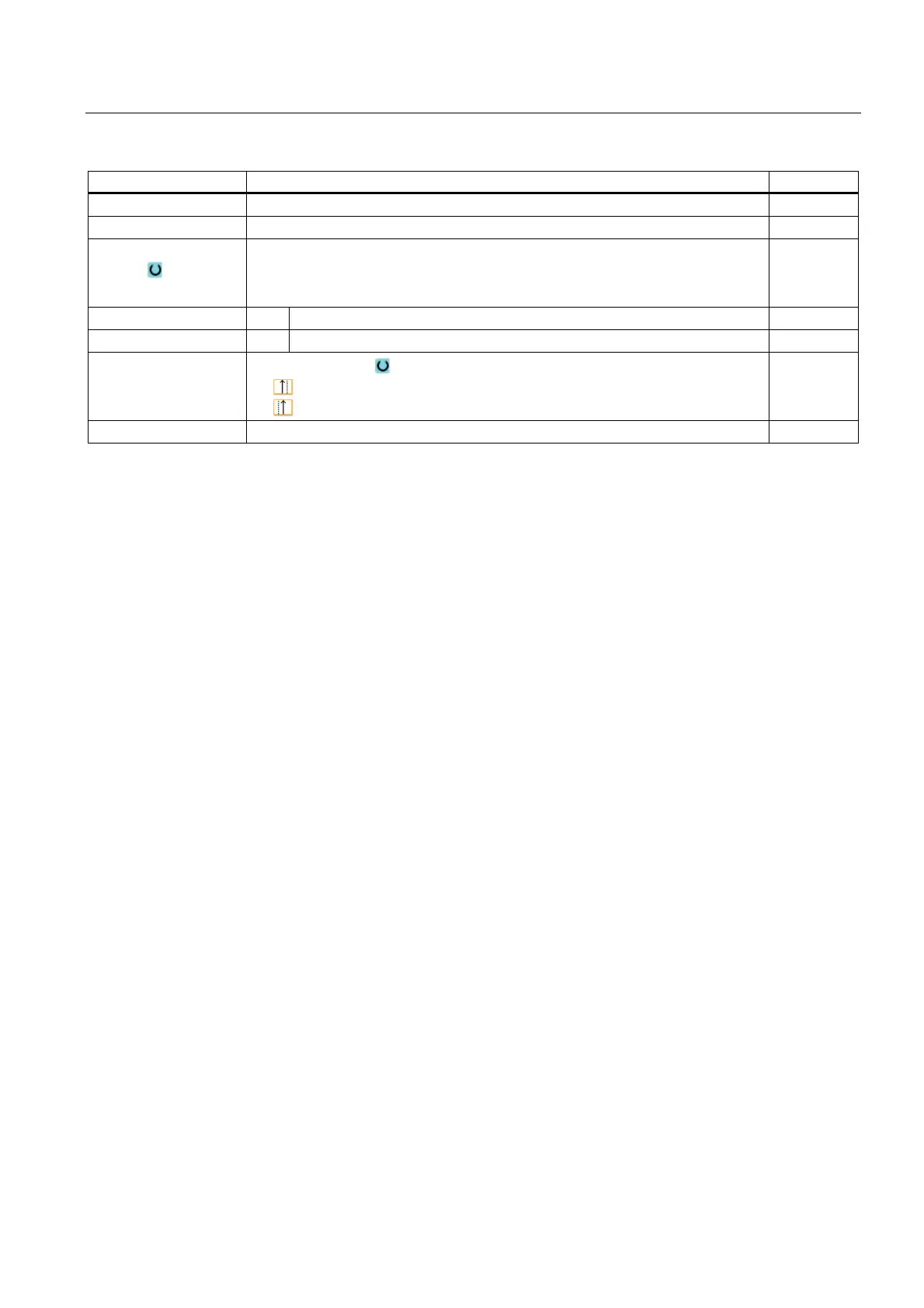
Parameters Description Unit
β1 End angle to Z axis Degrees
β2 Opening angle Degrees
Transition to next
element
Type of transition
Radius
Chamfer
Radius R Transition to following element - radius mm
Chamfer FS Transition to following element - chamfer mm
CA Grinding allowance
Grinding allowance to right of contour
Grinding allowance to left of contour
mm
Additional commands Additional G code commands
Contour element "End"
The data for the transition at the contour end of the previous contour element is displayed in
the "End" parameter screen.
The values cannot be edited.
8.5.5 Changing the contour
Function
You can change a previously created contour later.
Individual contour elements can be
● added,
● changed,
● inserted or
● deleted.

 Loading...
Loading...


























