Programming technological functions (cycles)
8.4 Turning - only for G code programs
Milling
366 Operating Manual, 03/2010, 6FC5398-7CP20-1BA0
Procedure for longitudinal thread, tapered thread, or face thread
1. The part program to be executed has been created and you are in the
editor.
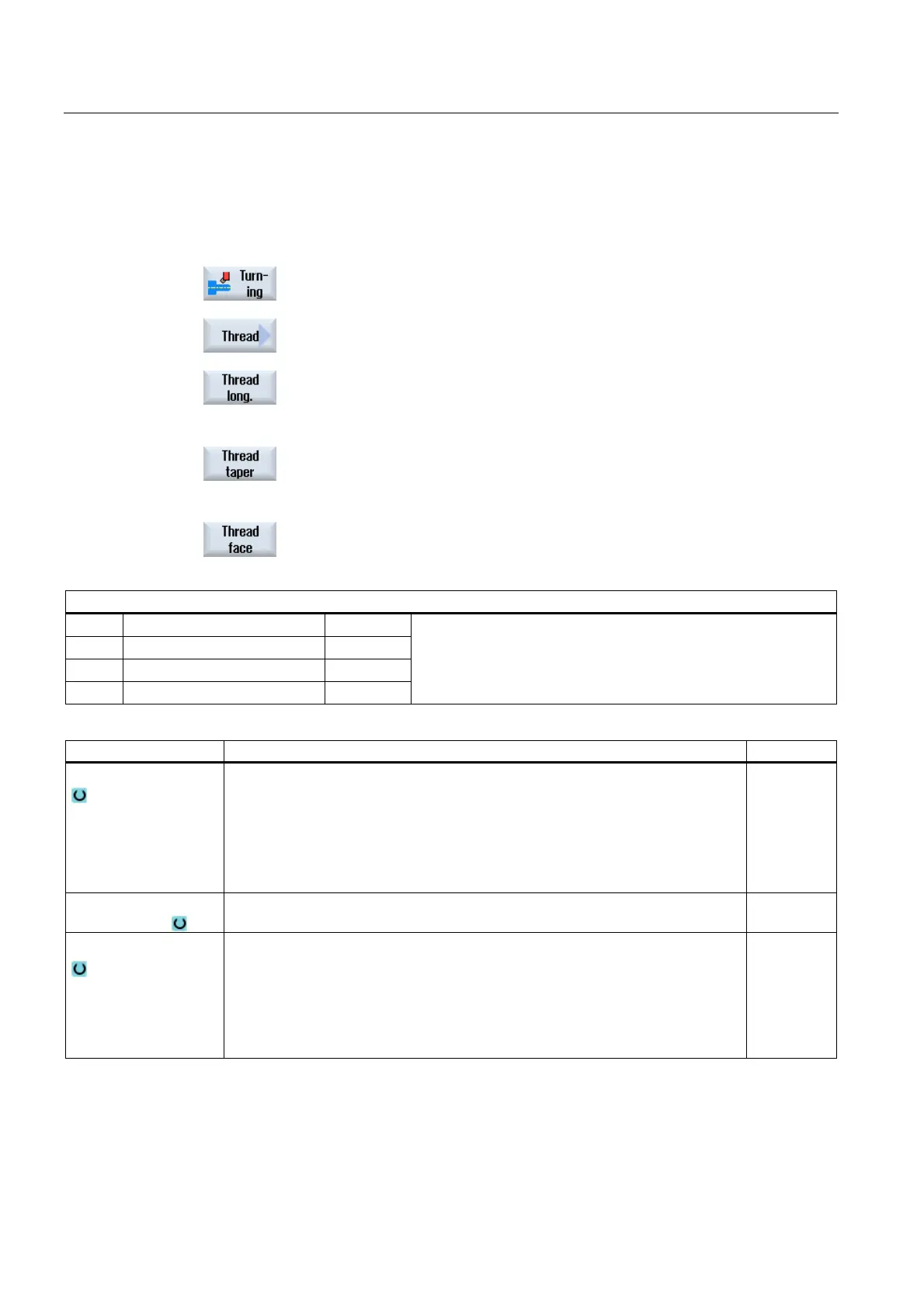
2. Press the "Turning" softkey.
3. Press the "Thread" softkey.
The "Thread" input window opens.
4. Press the "Longitudinal thread" softkey.
The "Longitudinal Thread" input window opens.
- OR -
Press the "Tapered thread" softkey.
The "Tapered Thread" input window opens.
- OR -
Press the "Face thread" softkey.
The "Face Thread" input window opens.
Parameters, G code program (thread, longitudinal)
PL Machining plane
SC Safety clearance mm
F Feedrate mm/min
Parameters Description Unit
Table
Thread table selection:
without
ISO metric
Whitworth BSW
Whitworth BSP
UNC
Selection - (not for
table "Without")
Data, table value, e.g. M10, M12, M14, ...
P
Select the thread pitch / turns for table "without" or specify the thread pitch/turns
corresponding to the selection in the thread table:
Thread pitch in mm/revolution
Thread pitch in inch/revolution
Thread turns per inch
Thread pitch in MODULUS
mm/rev
in/rev
turns/"
MODULUS

 Loading...
Loading...


























