Programming technological functions (cycles)
8.5 Contour turning - only for G code programs
Milling
Operating Manual, 03/2010, 6FC5398-7CP20-1BA0
397
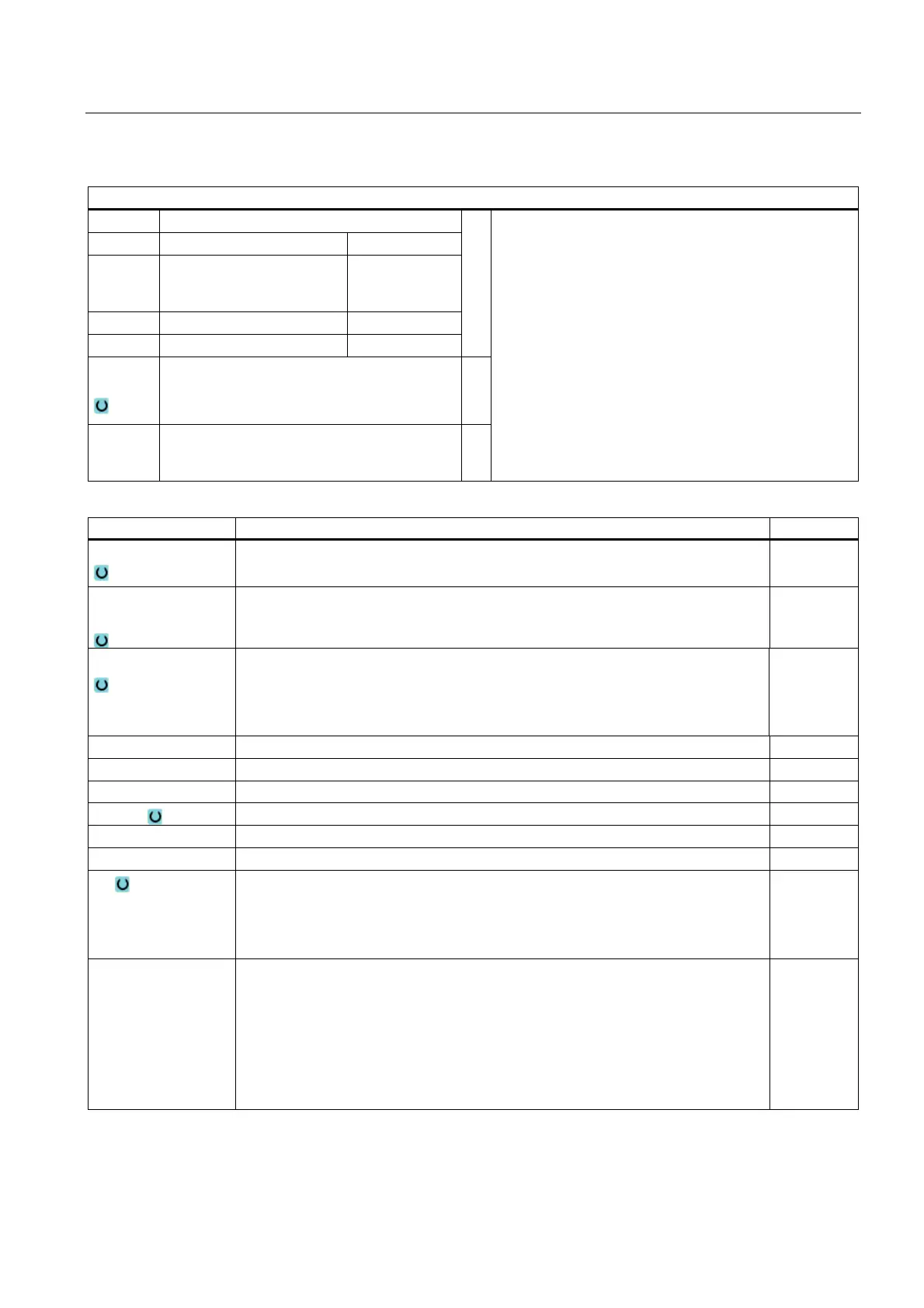
Parameters, G code program
PRG Name of the program to be generated
PL Machining plane
RP Retraction plane - (only for
machining direction,
longitudinal, internal)
mm
SC Safety clearance mm
F Feedrate mm/min
Residual
material
With subsequent residual material removal
Yes
No
CONR Name to save the updated unmachined-part
contour for residual material removal - (only
"Yes" for residual material removal)
Parameters Description Unit
Machining
∇ (roughing)
∇∇∇ (finishing)
Machining
direction
Face
Longitudinal
Position
front
back
internal
external
D Maximum depth infeed - (only for ∇) mm
XDA 1. Grooving limit tool (abs) – (only for face machining direction) mm
XDB 2. Grooving limit tool (abs) – (only for face machining direction) mm
UX or U Finishing allowance in X or finishing allowance in X and Z – (only for ∇) mm
UZ Finishing allowance in Z – (only for UX) mm
DI For zero: Continuous cut - (only for ∇) mm
BL Description of unmachined part
Cylinder
Allowance
Contour
XD - (only for unmachined part description, cylinder and allowance)
For unmachined part description, cylinder
– Allowance or cylinder dimension ∅ (abs)
– Allowance or cylinder dimension (inc)
For unmachined part description, allowance
– Allowance on the contour ∅ (abs)
– Allowance on the contour (inc)
mm

 Loading...
Loading...


























