SECTION 6 - GENERAL MECHANICAL OVERHAUL
23
CURSOR SERIES
Print P4D32C006 E Base - 03/2015
CRANKCASE ASSEMBLY CHECKS
Crankcase checks
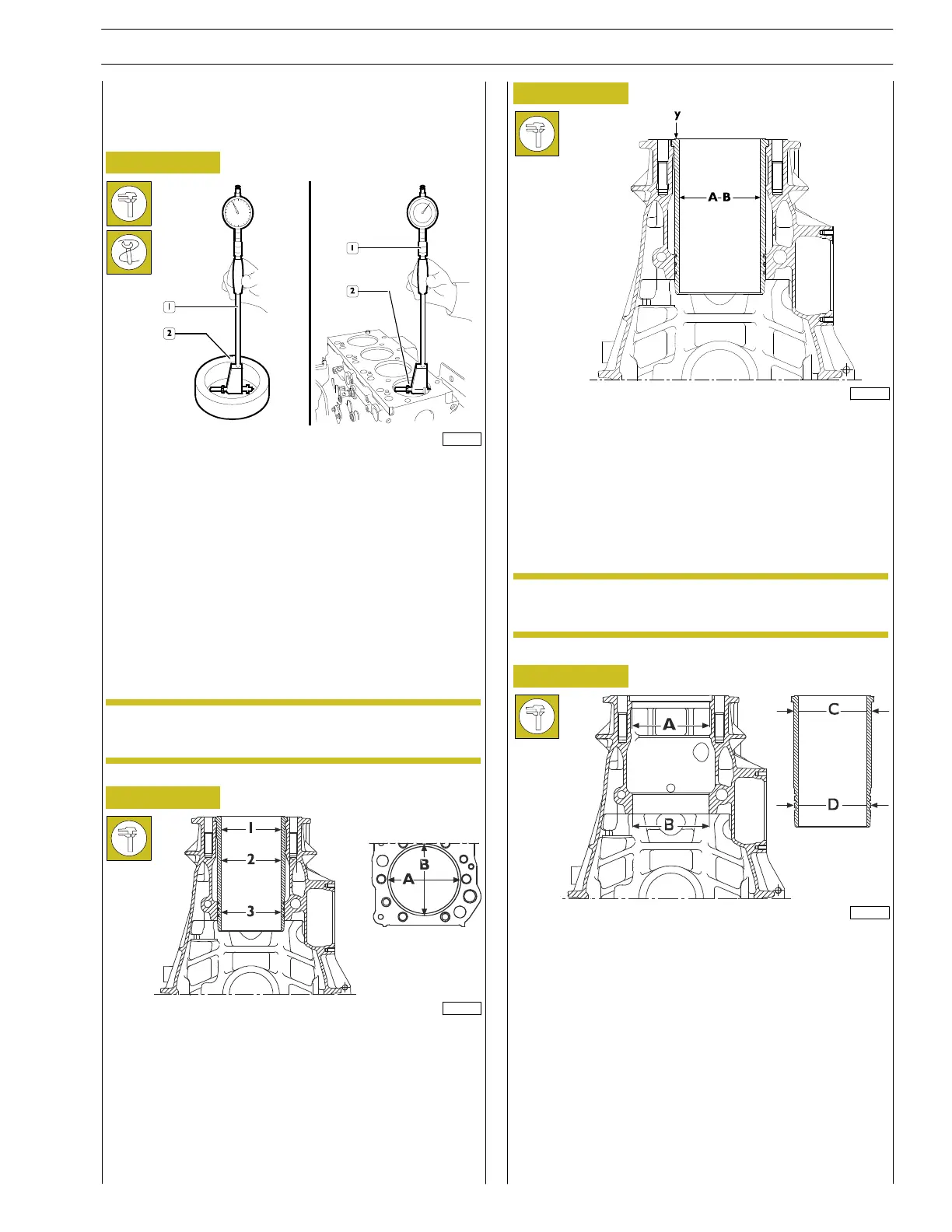
Figure 62
70166
After disassembling the engine, thoroughly clean the cylinder--
crankcase assembly.
Carefully inspect the crankcase for cracks.
Check the condition of casting hole plugs.
If the caps are rusted or there is any doubt over the efficiency
of the seal the produce, replace the caps with new ones.
During fitting operations, apply LOCTITE 270 to the caps.
The internal diameter of the cylinder liners is checked to ascer-
tain the extent of ovalization, taper and wear, using the bore
meter (2) fitted with a dial gauge (1) previously reset on the
ring gauge (3) of the diameter 135 mm.
NOTE If the 135 mm ring gauge is not available, use a
micrometer.
Figure 63
60596
1=1
st
measurement
2=2
nd
measurement
3=3
rd
measurement
Measurements should be carried out for every single cylinder
liner at three different heights and on two (A-B) perpendicular
plane levels as shown in the figure.
Figure 64
60595
A = Selection class 135.000 - 135.013
B = Selection class 135.011 - 135.024
Y = Marking area
When wear is over 0.150 mm or maximum ovalisation is 0.100
mm compared to the values shown in the figure, replace the
cylinder liner since it is not possible to adjust, lap or dress it.
NOTE Cylinder liners are equipped with spare parts
belonging to selection class ”A”.
Figure 65
60597
A= 153.500 - 153.525
B= 152.000 - 152.025
C= 153.461 - 153.486
D= 151.890 - 151.915
The illustrated diagram refers to the outer diameters of cylin-
der liners (C) and (D) and the inner diameters of their seats
(A) and (B).