Sync allows a group of spindles to perform the same task simultaneously. Examples where a
Sync solution could be applicable are the tightening of car wheels and the tightening of
cylinder head bolts. The Sync function is RBU-dependent.
This section includes screenshots from ToolsTalk PF. The screenshots show examples of
parameter settings and are NOT intended to be generally applicable. Check with your
local Atlas Copco representative how to set up your specific system environment.
See parameter list section Sync for a description of all available Sync options.
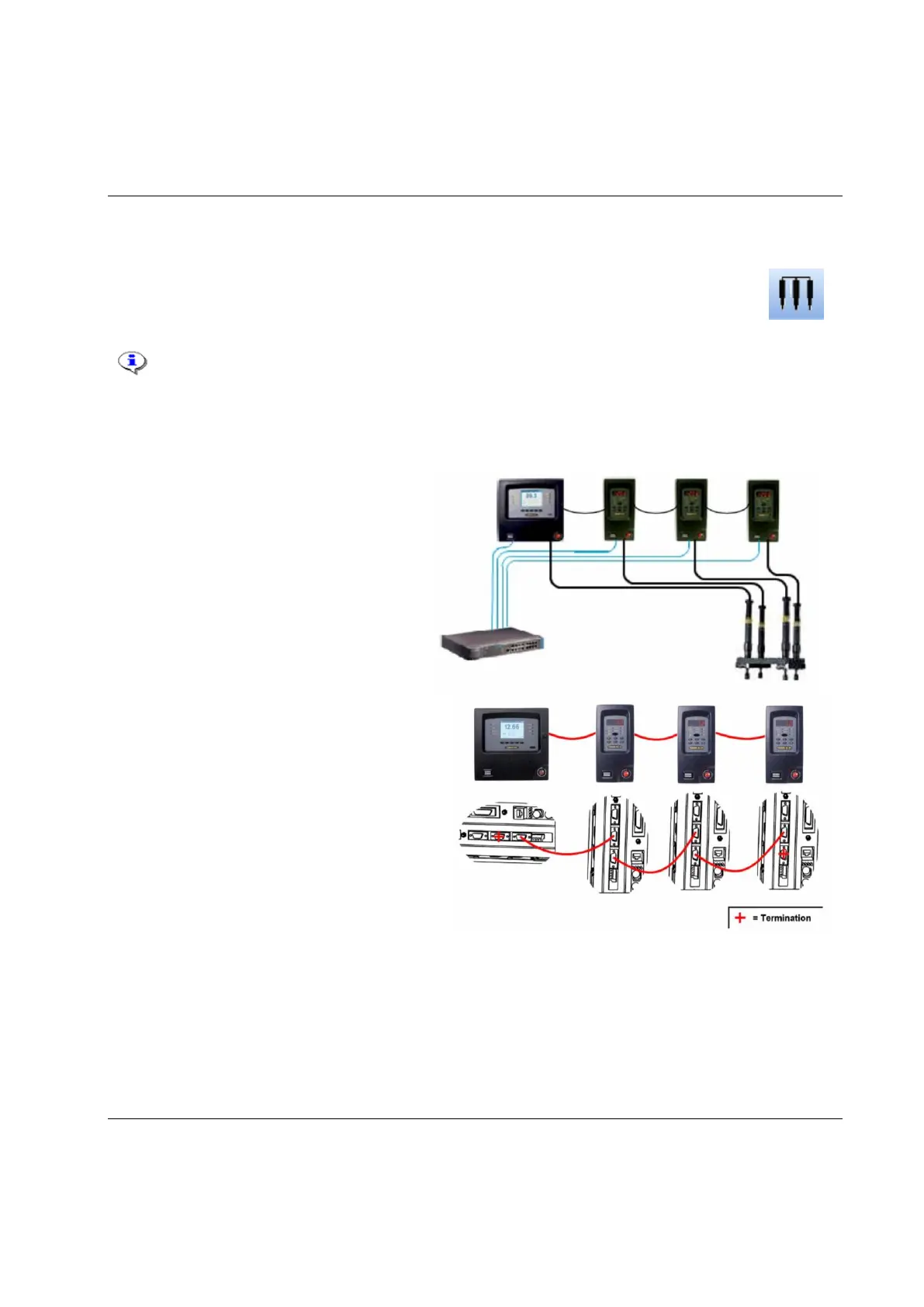
A Sync group consists of PF units working in
the same Cell.
One of the controllers is defined as Sync
reference. The other controllers are Sync
members.
The Sync reference handles the
Synchronization between the tools, the
selection of Psets and the result reporting for
the Sync. A Sync group can be viewed as one
PF with more than one tool.
A Sync group can be part of a Job (see
chapter Job). Note that it is the Job reference,
and not the Sync reference, that counts the
batch in a Job with Sync.
The status information on each controller and
tool shows the individual result for that
spindle. The overall Sync OK/NOK can be
given on the fieldbus, RE-Alarm or relays
controlled by the Sync reference. The results
from every spindle are registered separately.
The status from individual Sync members
can be viewed on the Sync reference
controller.
Sync is performed in steps or SynchroTork (PF4000 only). In step Sync, all Synchronized spindles wait
for each other at a number of checkpoints before they continue with the next step. A typical two stage
tightening has checkpoints at P111 First target and P113 Final target. SynchroTork allows continuous
 Loading...
Loading...


