The set of parameters that controls the tightening process is contained within a Pset. This
section describes how to setup the basic parameters necessary to perform a tightening. Create a
Pset by using Autoset, Quick programming or by setting the parameter values manually using
PF Graph or ToolsTalk PF.
This section includes screenshots from ToolsTalk PF. The screenshots show examples of
parameter settings and are NOT intended to be generally applicable. Check with your
local Atlas Copco representative how to set up your specific system environment.
See parameter list section Pset for a description of all available Pset options.
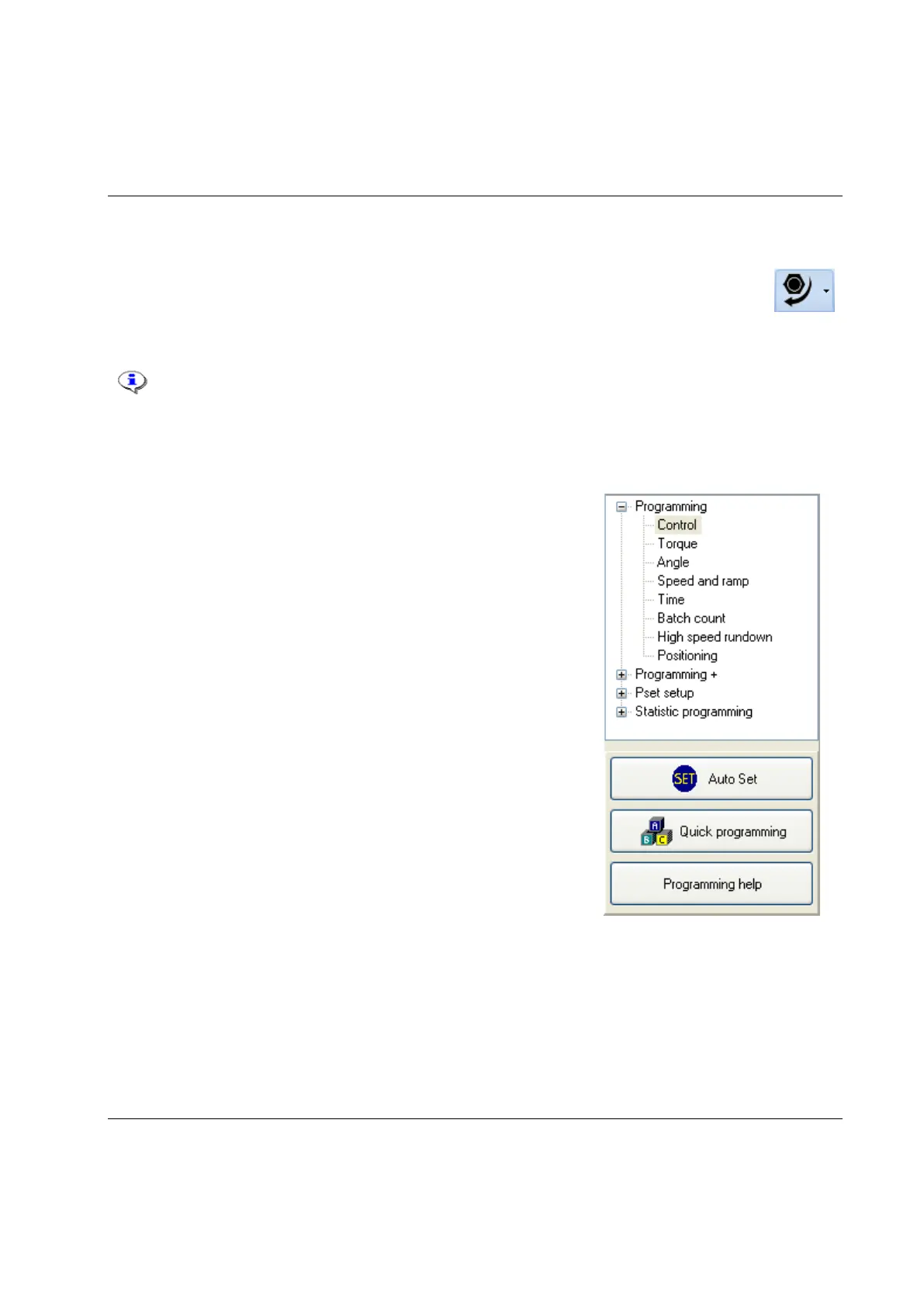
The basic Pset parameters are located under the Programming branch:
Control
Torque
Angle
Speed and ramp
Time
Batch count
High speed rundown
Positioning
Additional settings are found under Programming+, Pset setup and
Statistic programming.
An easy way to program a Pset is to use the Autoset function.
Quick programming is intended to help users to quickly configure a
Pset. After completing a Quick programming procedure, the tool is
ready to use for tightening.
Programming help shows an image of the selected strategy.
Every time a Pset changes, the ID of the person changing the Pset is
stored in P409 PSet updated by. This information is useful for tracing
who has made the last change in any given PSet. If no user has logged
in the filed values are: TTPF if changed via ToolsTalk, OPER if
changed via the controller, and BLANK if the Pset has been created in
an earlier version of the software. (For being able to log users this
functionality requires a special SW called ToolsUserAdmin, which
handles the access level for users via TTPF.)

 Loading...
Loading...

