Pset
9836 3123 01 91 (428)
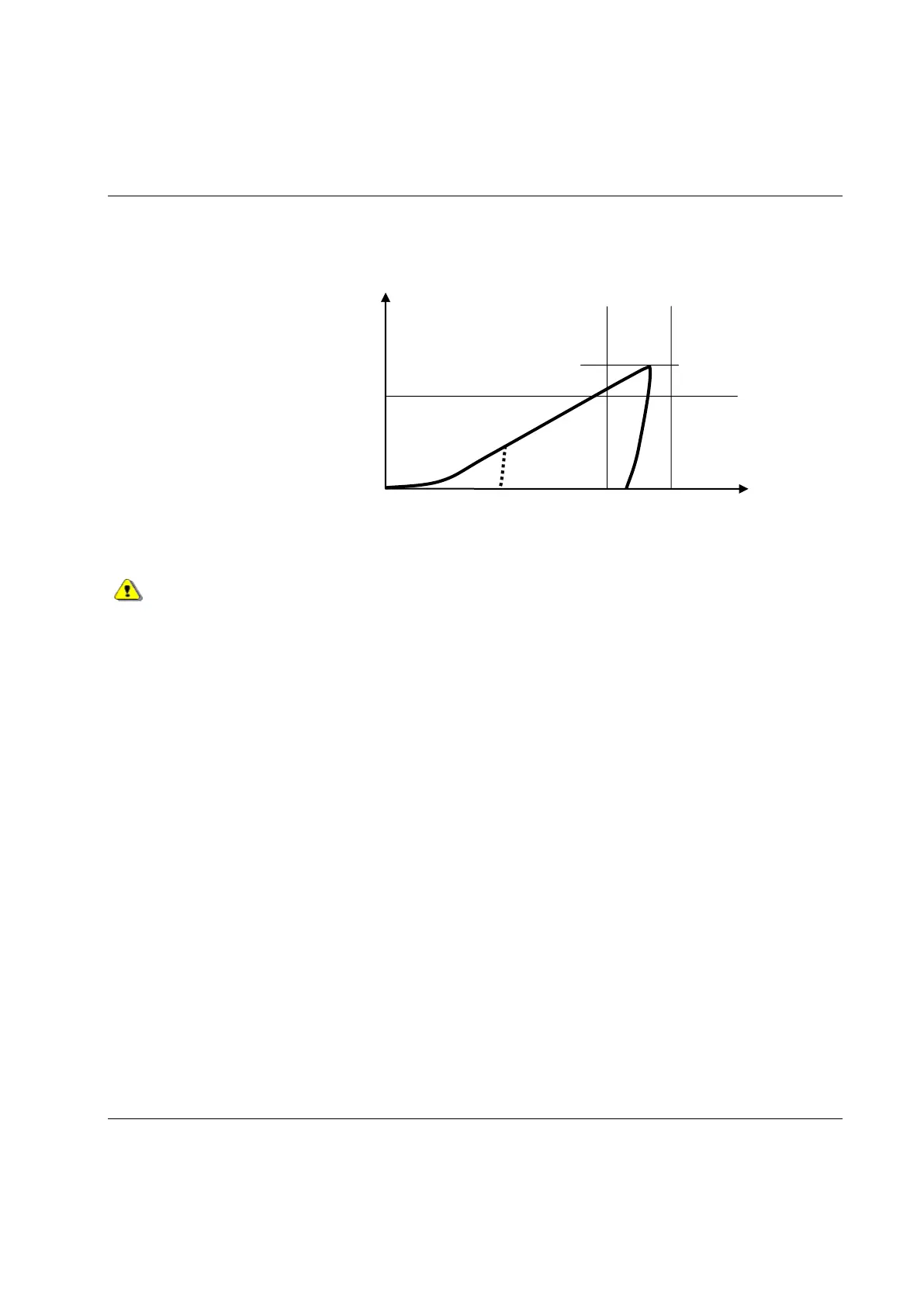
7.6.11 DS con
The DS con function controls the
torque based on the current
measurement and monitors the
angle. This function is selectable
for two stage tightenings only.
The tool stops when the torque
reaches the P113 Final target value.
If the tool for some reason should
exceed P124 Final angle max, the
tool shuts off and the (NOK)
tightening result is shown.
When programming the DS control strategy it is of greatest importance to have a well-
developed second stage. The fastener/socket should allow some angle rotation in the second
stage of the tightening, or else the torque may overshoot. The best way to determine this is
simply by observing the angle rotation during the second stage.
If the tool overshoots, a red toggling LED is displayed on the tool. The criteria for overshoot are a short
or a non-existing second stage in combination with a high speed in the first stage. On the display event
code E003 Torque measurement possibly invalid is visible.
Torque tuning is performed either from the PF Graph user interface, ToolsTalk PF or automatically with
ACTA 4000. It allows an easy adjustment to the reference system torque values (e.g. ACTA 4000) and
compensates for tool-drive-programming and joint variations. One torque-tuning factor is stored with
each Pset. When a tool is controlled against an external torque reference for calibration, it is
recommended to calculate a new torque tuning value. There is one Torque-tuning factor for each Pset
(when changing Pset settings a new torque tuning factor is needed):
Perform a number of tightenings with the external torque gauge connected, preferably 20 tightenings or
more to achieve a good mean value.
1. P112 Final torque min
3. P113 Final target
4. P122 Final angle min
5. P124 Final angle max
7. Acceptance window

 Loading...
Loading...

