Chapter 9 NC Control Function
Modal command
G01 X10. F100
Y100.
Z300.
G00 X100
The G01 is a modal command as shown in the above program so the G01 command will be executed until the G00
command is made since the G01 is commanded even if G01 command is not separately specified.
1) Rapid traverse (G00)
(G90, G91) G00 X_ Y_ Z_ A_ B_ C_ U_ V_ W_ S_
G90, G91: Absolute/Incremental command
G00: Rapid positioning control command
X_ Y_ Z_ A_ B_ C_ U_ V_ W_ S_: Target position to traverse
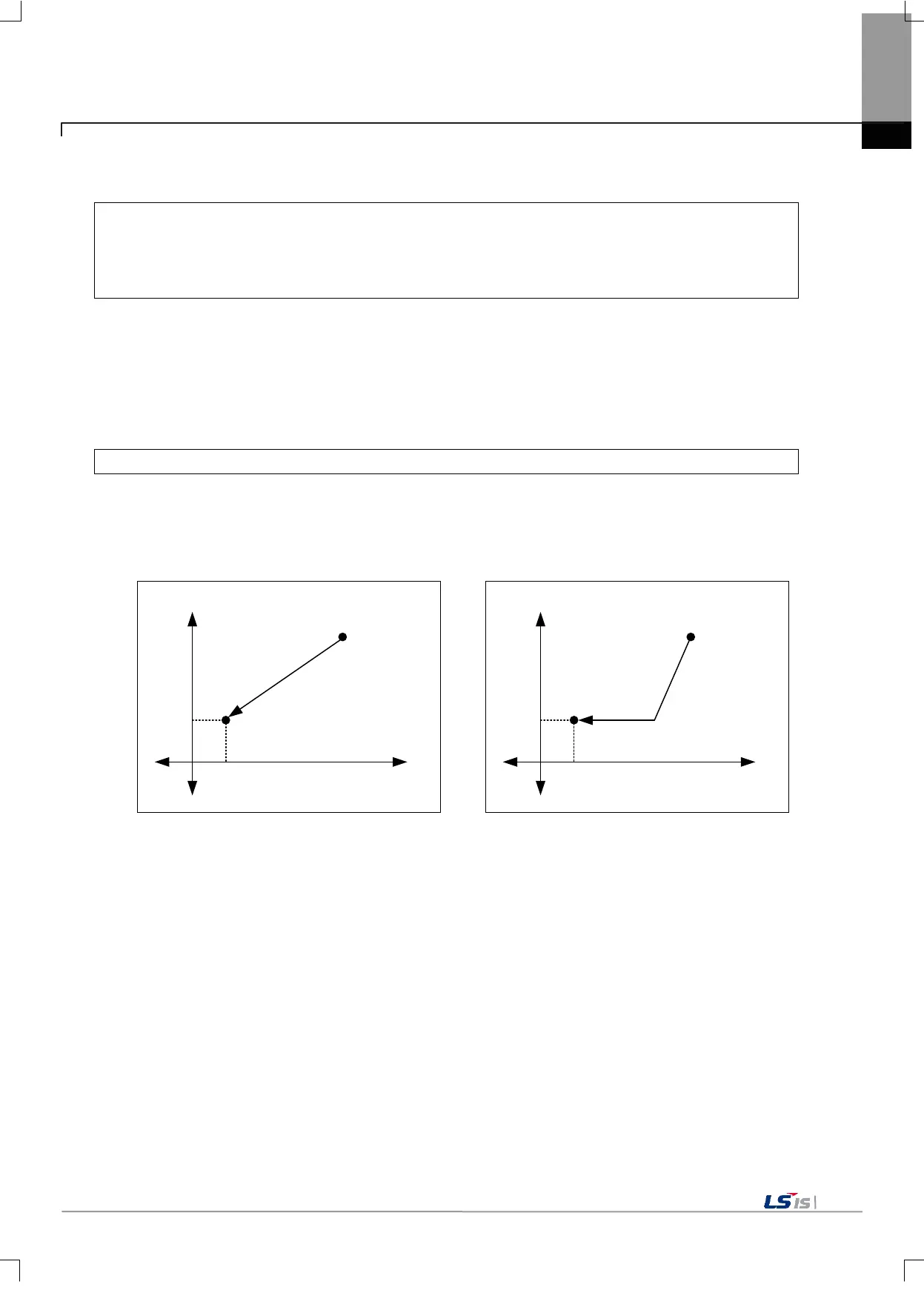
Y
X
Current position
Target position
Y
X
Current position
Target position
[Current position and the target point to traverse] [Shape of the traverse section]
As shown in the left figure above, the Rapid Traverse (G00) transfers the specified axis quickly from the X, Y point
of the coordinate given by the command information or the current position to the position incremented by the
command information. Under the G00 command, the feed rate moves according to the G00 feed rate set for each
axis.
G00 is traversed independently for each axis. Since the axis with short travel distance first reaches the target point,
the shape of the travel section is not a straight line as above.
The Rapid Traverse command is a modal command so once it is instructed, it is valid for the axis traversing
command until another traverse command is made.

 Loading...
Loading...
