Chapter 9 NC Control Function
The above program is the example set to absolute command using G90. After that, it rapidly traverses the X and
Y axis to (100,100) points and then, traverses the Z axis to 100 points again.
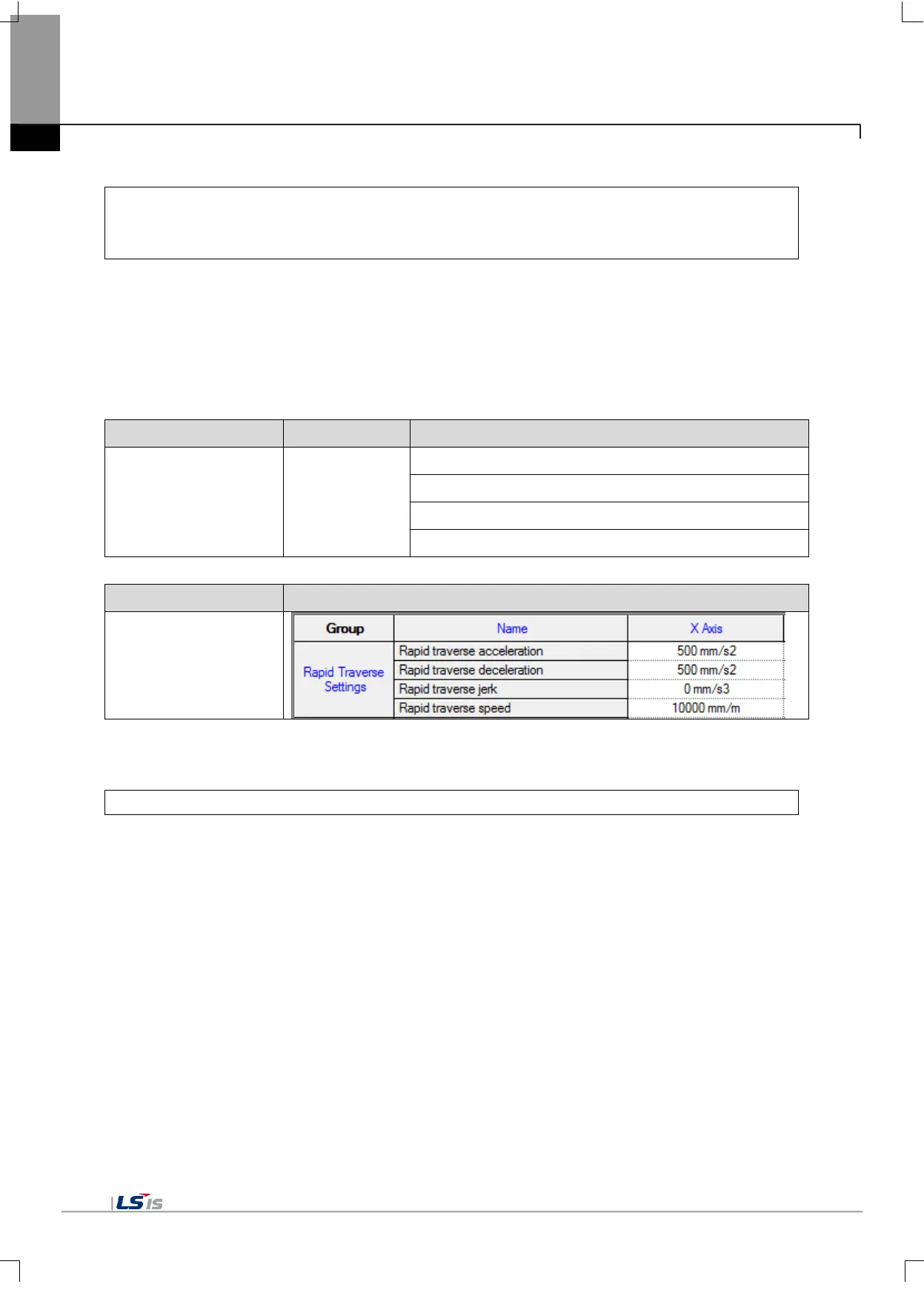
The parameters related to the Rapid Traverse are as follows.
NC channel/axis
parameter
Rapid traverse acceleration
Rapid traverse deceleration
NC channel/axis
parameter
2) Linear interpolation (G01)
(G90, G91) G01 X_ Y_ Z_ A_ B_ C_ U_ V_ W_ S_ (F_)
G90, G91: Absolute/Incremental command
G01: Interpolation feed control command
X_ Y_ Z_ A_ B_ C_ U_ V_ W_ S_: Target position to traverse
F_: Feed rate

 Loading...
Loading...
