215184 514 Revision A
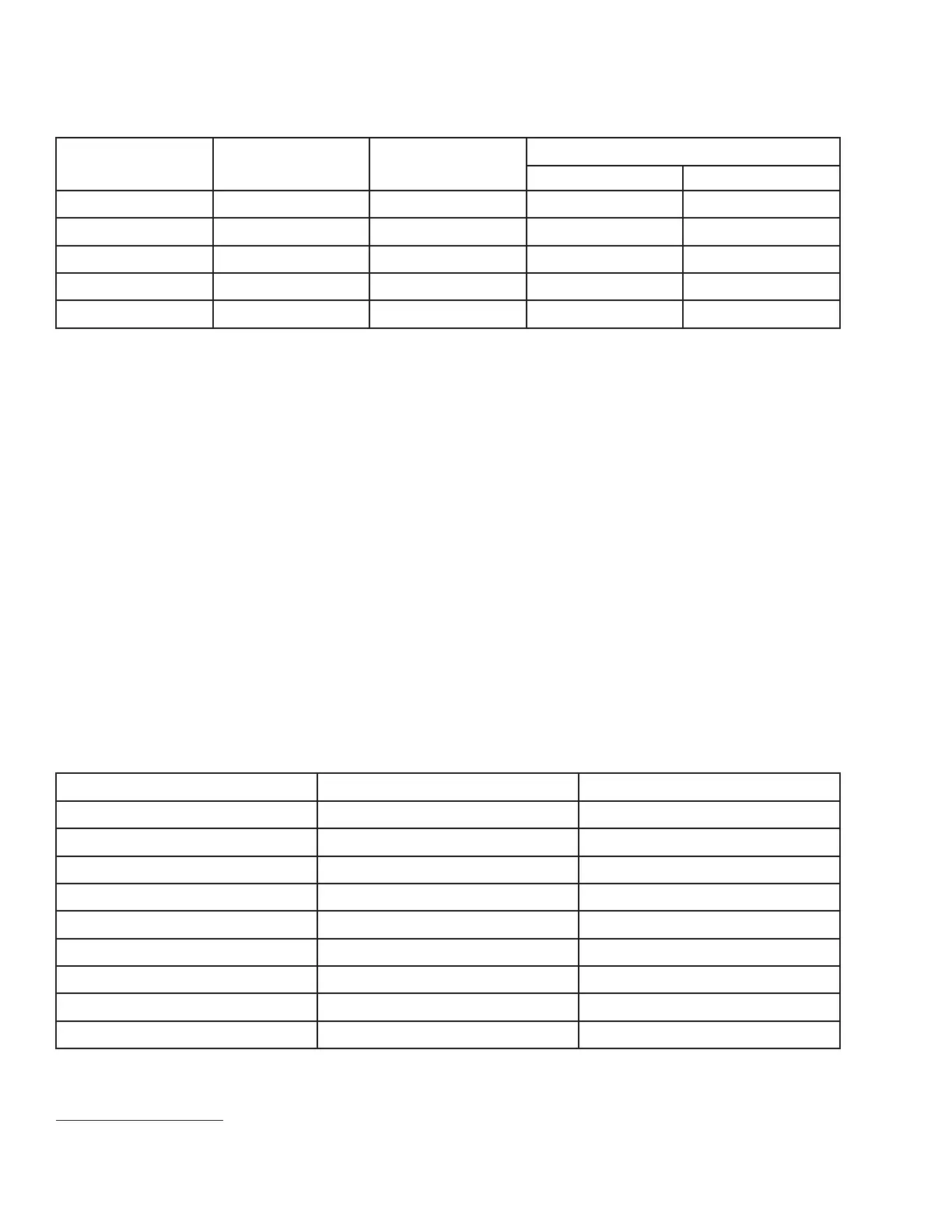
Table 12.10 O-Ring Face Seal (ORFS) Hydraulic Fittings (continued)
SAE Dash Size
Thread Size (in.) Tube O.D. (in.)
Torque Value
11
Nm
lbf·ft
-14
Note
10
7/8
––
-16
1 7/16
1 150–165 111–122
-20
1 11/16 1 1/4
205–226 151–167
-24 1–2
1 1/2
315–347 232–256
-32
2 1/2
2 510–561 376–414
12.2.7 Tapered Pipe Thread Fittings
Assemble pipe fittings as follows:
1. Check components to ensure that fitting and port threads are free of burrs, nicks, scratches, or any form of
contamination.
2. Apply pipe thread sealant (paste type) to external pipe threads.
3. Thread fitting into port until hand-tight.
4. Torque connector to appropriate torque angle. The turns from finger tight (TFFT) and flats from finger tight (FFFT)
values are shown in Table 12.11, page 514. Make sure that tube end of a shaped connector (typically 45° or 90°) is
aligned to receive incoming tube or hose assembly. Always finish alignment of fitting in tightening direction. Never
back off (loosen) pipe threaded connectors to achieve alignment.
5. Clean all residue and any excess thread conditioner with appropriate cleaner.
6. Assess final condition of fitting. Pay special attention to possibility of cracks to port opening.
7. Mark final position of fitting. If a fitting leaks, disassemble fitting and check for damage.
NOTE:
Overtorque failure of fittings may not be evident until fittings are disassembled.
Table 12.11 Hydraulic Fitting Pipe Thread
Tapered Pipe Thread Size
Recommended TFFT Recommended FFFT
1/8–27
2–312–18
1/4–18
2–312–18
3/8–18
2–312–18
1/2–14
2–312–18
3/4–14
1.5–2.5 12–18
1–11 1/2
1.5–2.5 9–15
1 1/4–11 1/2
1.5–2.5 9–15
1 1/2–11 1/2
1.5–2.5 9–15
2–11 1/2
1.5–2.5 9–15
REFERENCE
11. Torque values and angles shown are based on lubricated connection as in reassembly.