SECTION 00 : GENERAL INFORMATION
DOB 1300-1556 | X3-45 Commuter PA-1648 Maintenance Manual First release Oct 2020
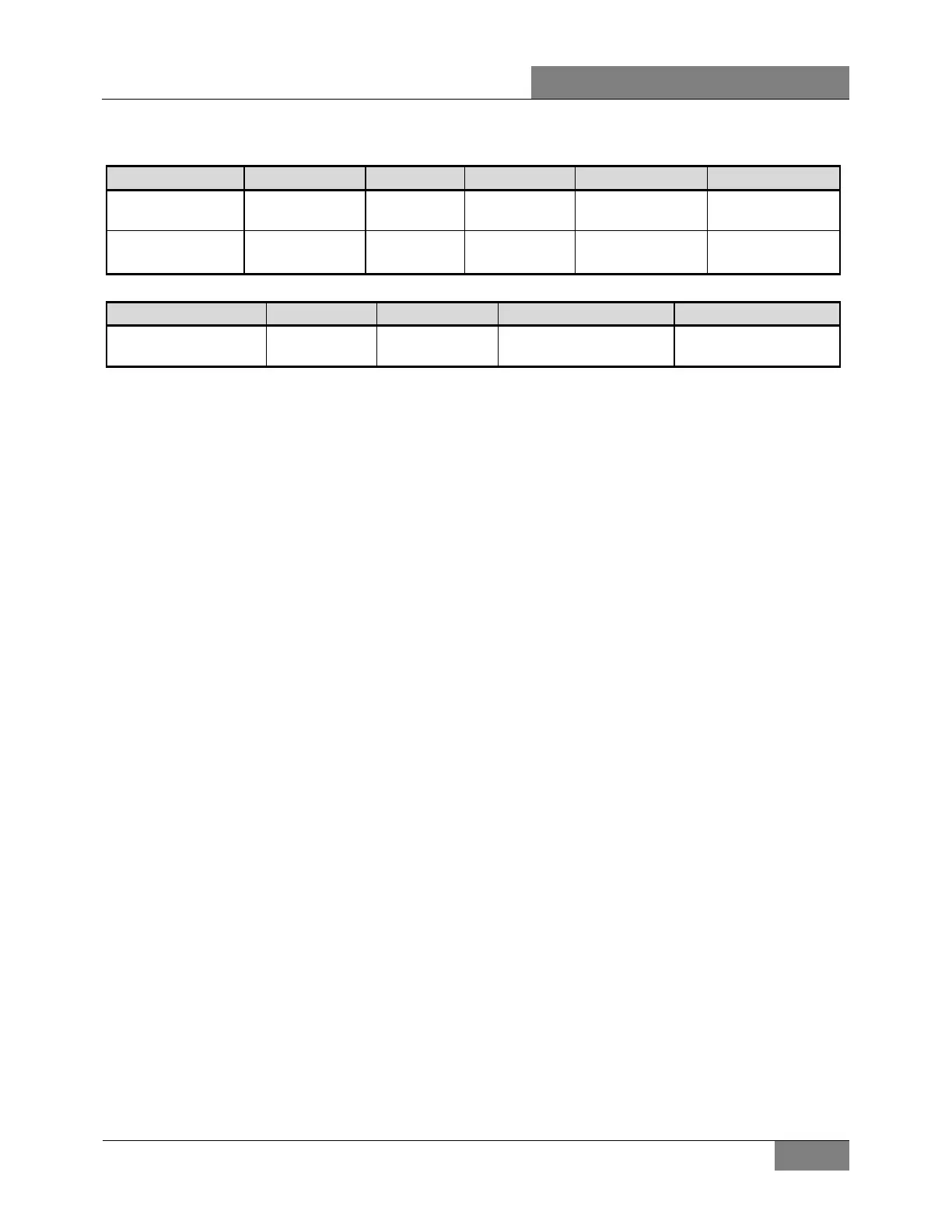
5.3 STEEL - STAINLESS STEEL WELDING
Less than 1/8” Any type 20±1.5 volts 130±15 Amps 290 ipm approx.
90% He, 7.5%
Ar, 2.5% CO2
1/8” and more Any type 22±1.5 volts 160±15 Amps 330 ipm approx.
90% He, 7.5%
Ar, 2.5% CO2
STAINLESS STEEL - STAINLESS STEEL WELDING
Any type 20 ± 1.5 volts 130 ± 15 Amps 290 ipm approx.
90% He – 7.5% Ar,
2.5% CO2
If necessary and with great care to prevent perforating the material, it is possible to use a conventional
electric arc welding machine according to the following specifications:
o SMAW (Shield Metal-Arc Welding) process;
o Welding rod conforms to AWS (American Welding Standards) A5.4 specifications; 308L-17 type
welding rod with 3/32" diameter (2,4 mm);
o Current: - 50 amperes to 90 amperes, optimum at 60 amperes.
It is important to grind weld bead starts and stops and also to grind arc strikes from surfaces.
 Loading...
Loading...



