DOB 1300-1556 | X3-45 Commuter PA-1648 Maintenance Manual First release Oct 2020
97
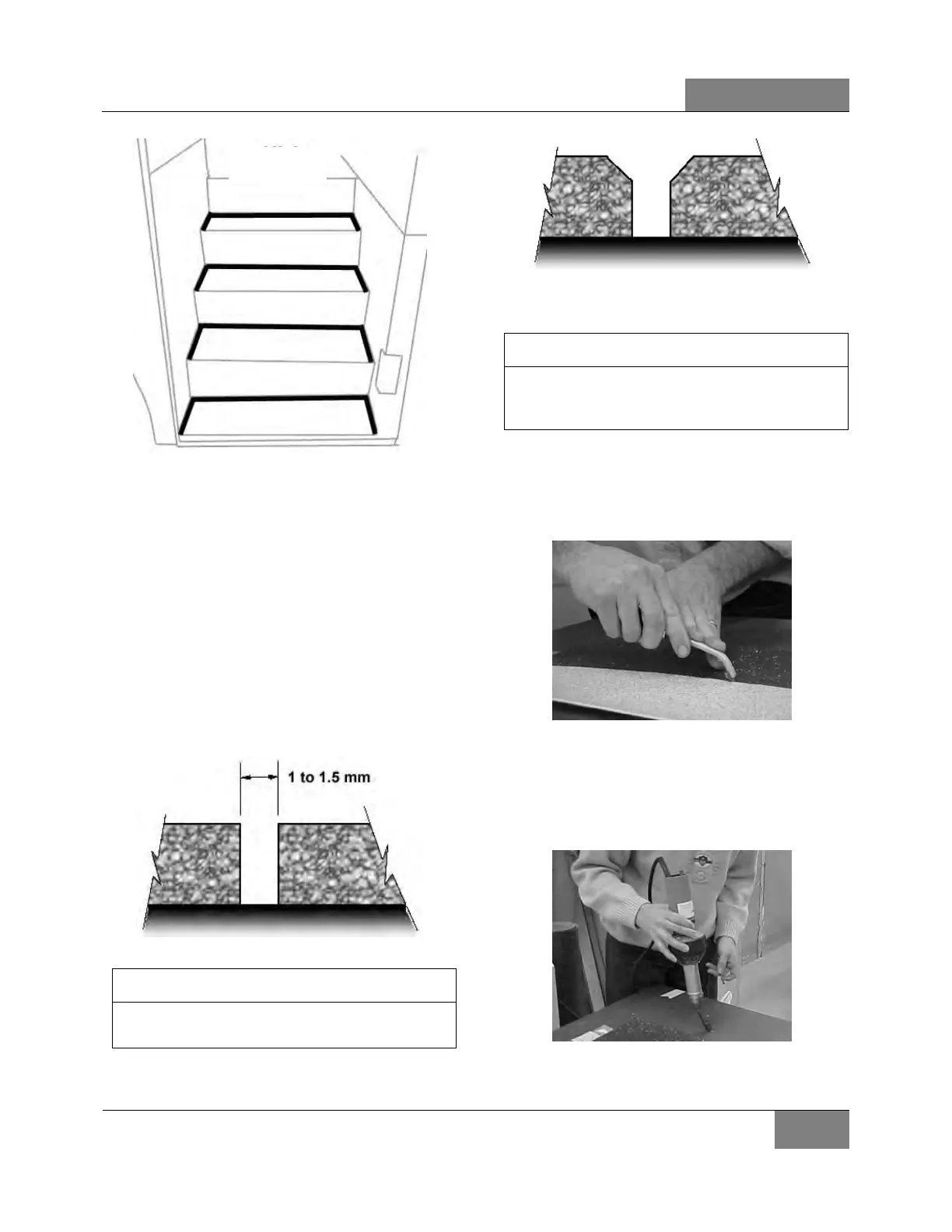
12.3.2 Welding Of Joint Between White
Safety Strip And “Tarabus” Floor
Covering
1. Pre-heat welding torch;
o Set welding torch to position #4.5
(temperature of 500 °C),
o Heating time: 5 minutes.
2. Before welding, visually ensure that a 1 to
1.5 mm gap exists between white safety strip
and “Tarabus” floor covering. Use a knife if
this is not the case.
There should be no excess of adhesive on top
of surfaces, clean if required using “All-Sol”.
3. Chamfer the joint.
The chamfer width must always be less than
the filler bead diameter (between 2.5 and 3
mm).
4. Use chamfer knife. Be careful not to
overcut or to cut to the side to prevent
damaging “Tarabus” covering.
5. Add (about 6 inches) some length to the
required length of filler bead to make the
joint then cut.
6. Take position with welding torch. The proper
position is with a slight slope to the rear.
7. Once the welding torch is ready, insert the
filler bead into the nozzle and immediately
 Loading...
Loading...



