6A-92 ENGINE REPAIR
CYLINDERS BLOCK REPAIR
Revision and measurement of cylinders block
Revision
1) Clean thoroughly cylinders block and check carefully there
are no cracks.
2) Verify caps of mechanization to see they are not oxidized
or present lack of impermeability.
NOTE:
If there are any anomalies substitute whatever is necessary.
3) Check that cylinders do not show signs of wear, scratches,
or excessive oval or conical shape.
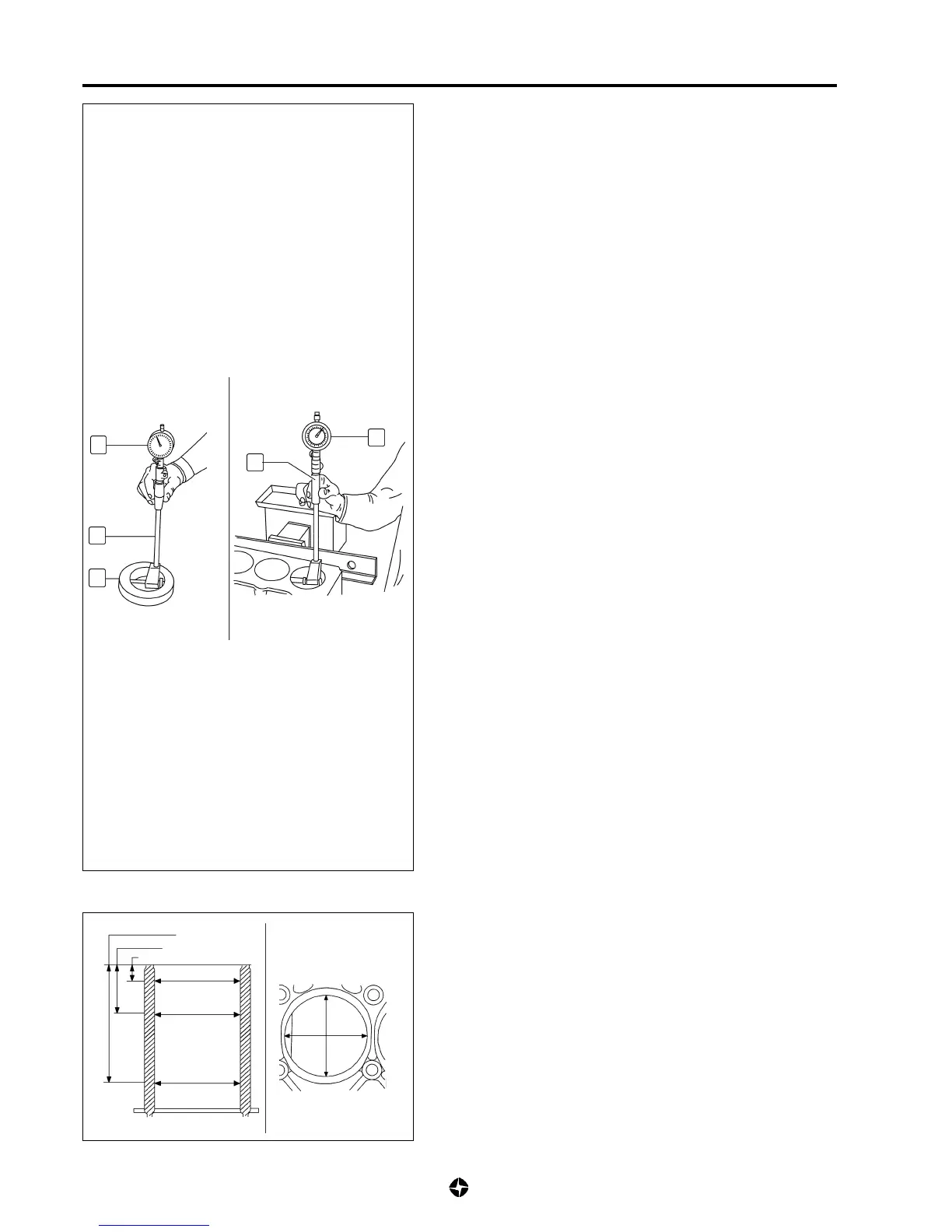
Cylinders measurement
1) To control the level of wear, oval and conical shaping of
cylinders use a calliper for interiors (1) provided with
centesimal dial gauge (2) previously set to zero with ring
caliper (3).
NOTE:
The measurement of caliper (3) for setting to zero the
comparator, corresponds with the nominal
measurement of the cylinders diameter. If you do not
have this kind of caliper, use a micrometer for setting
to zero the comparator.
The micrometer must be adjusted to specified
measurement.
Micrometer measurement for adjusting to zero the
comparator: 94,402 mm
2) Carry out three measurements at three different heights of
the cylinder as shown and at two planes perpendicular one
to another. One plane is parallel to the longitudinal axle of
engine (A) and another perpendicular (B). On this later plane
and respect to the first measurement, maximum wear is
detected usually.
NOTE:
• If the readings taken on wear, oval and conical
eccentricities of cylinders are no greater than 0.4 mm
in respect of the nominal Ø of the cylinders rectify
cylinders accordingly .
2
1
3
1
2
B
A
142
50
10
1
st
mensuration
Ø
2
nd
mensuration
3
rd
mensuration

 Loading...
Loading...