ENGINE REPAIR 6A-93
• Measurements to carry out the mechanical rectiffying
are obtained from the four Ø of set of four new spare
pistons oversized in 0.4 mm plus the nominal play
between piston and cylinder.
• If the measurements obtained concerning amount of
wear, oval and conical shaping of cylinders are more
than 0.4 mm when comparing against the nominal Ø
of cylinders the block of cylinders should be
recuperated with a lining up operation.
• Nominal Ø of cylinders oversized by 0.4 mm:
94,802 ÷ 94,832 mm
• Standard cylinders Ø nominal diameter :
94,402 ÷ 94,432 mm
• Nominal Ø of pistons oversized by 0.4 mm:
94,706 ÷ 94,720 mm
• Nominal play between piston and cylinder:
0,082 ÷ 0,126 mm
CAUTION:
After doing an oversizing mechanical rectifying of
cylinders or cylinders lined up, remove
mechanization caps and clean thoroughly the block
with cleaning fluid, compressed air and cylindical
sweeping brushes.
UU
UU
U
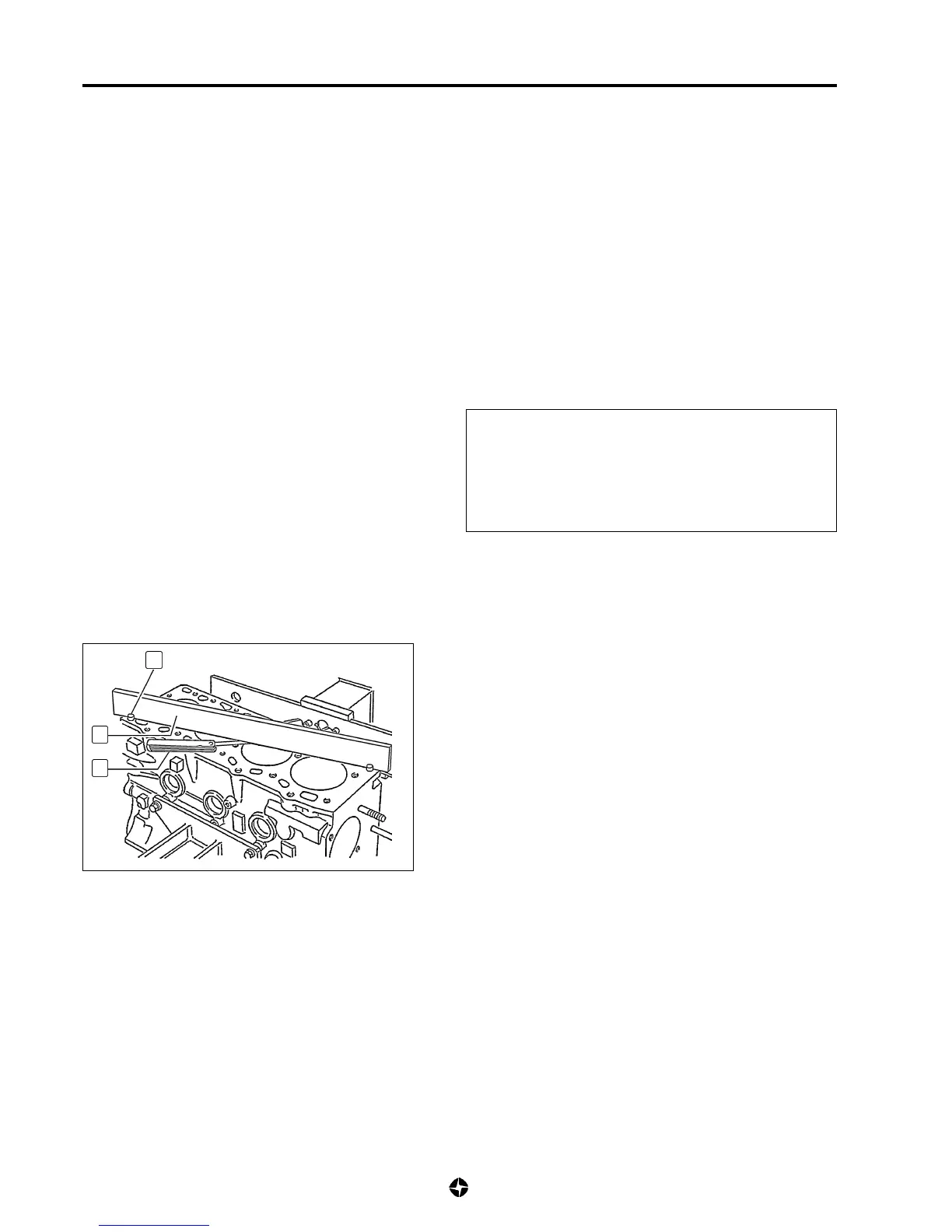
Surface coupling measurement with cylinder head
3) Dismantle the fixtures (4). Check flatness of upper face of the
block using a metallic ruler (5) and a thickness calliper (6).
NOTE:
If lack of flatness is appreciated do a milling operation
to achieve flatness ensuring that the ovehanging of
the pistons is within the specified range after milling.
Overhanging minimum and maximum of pistons in
upper face of block:
0,40 ÷ 0,80 mm
4
5
6

 Loading...
Loading...