6A-94 ENGINE REPAIR
Cylinders lining up
Beforehand verifyings in the cylinders block
1) Before proceeding to the cylinders block lining, verify diametre
of ball bearings lodgings at the block as indicated; if results
are inadequate as specified substitute cylinders block.
• Install lower block over the upper one, without ball bearings
or gaskets.
• Tighten fixing screws to the specified tightening torque.
Tighten fixing screws in lower block following the order
stated herewith:
1
st
phase: 5 ± 0,5 kg-m (50 ± 5 Nm)
2
nd
phase: 90º ± 5º
• With dial gauge and an internal dimensions measuring
calliper, check that diameter of ball bearings housings at
the block adjusts to specified size
Diameter of the ball bearings lodgings at the block:
• Lodgings nº 1 - 2 - 3 - 4: 84,588 ÷ 84,614 mm
• Lodging nº 5: 90,588 ÷ 90,614 mm
CAUTION:
If the diameter of any housing is higher than
specified, substitute cylinders block.
A
B
A. Timing side
B. Side flying motor
7
8
3
4
2
1
6
5
10
9
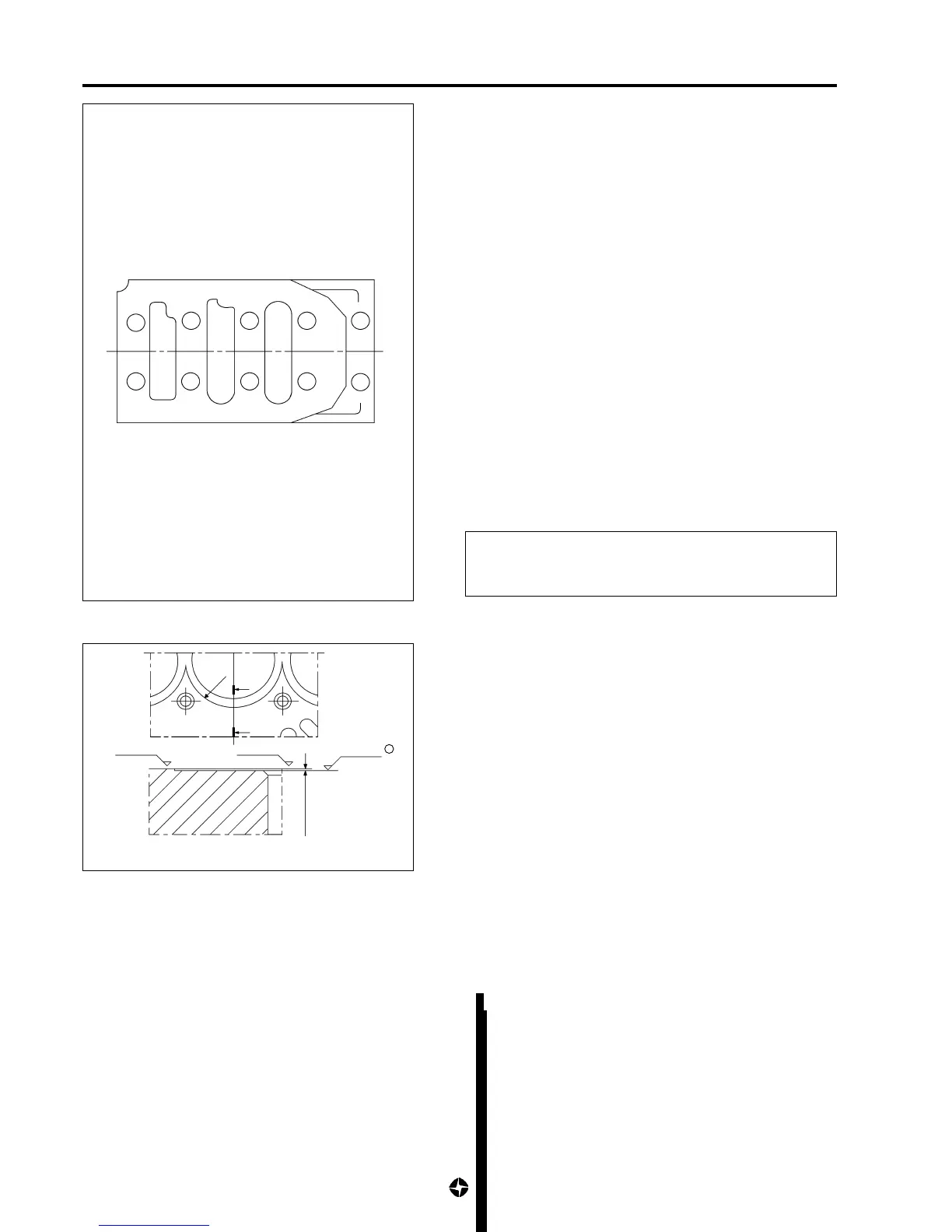
Cylinderslining up
1) Carry out levelling by milling at upper faced of block (Ø 111),
as shown .
2) Carry out mechanizing of four cylindres for installation of the
cylinders liners as indicated in the scheme "CYLINDERS
MECHANIZATION TO FIT CYLINDERS LINERS".
WT=10 - PASSO 5
*
1,6
**
R
a
< 1,0 µm- +
A
A
Ø 111
0,005 max
SECTION A-A
*
Plane bases
** Plane milling Ø 111

 Loading...
Loading...