ENGINE REPAIR 6A-97
Cylinders surface finishing
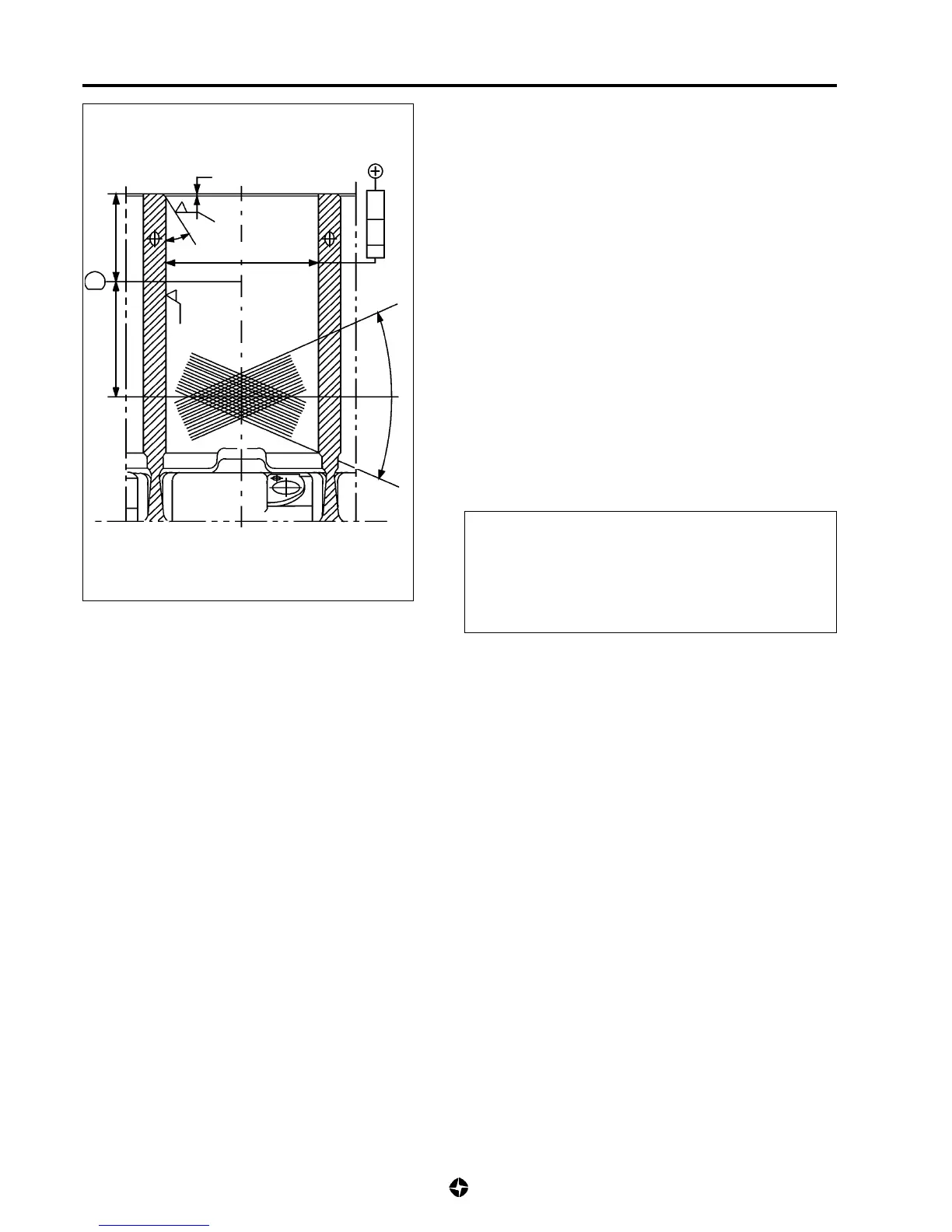
1) Once the sheatings have been placed or oversize rectified,
proceed to final mechanical rectifying according to the stated
data and at the accompanying drawing.
Ø 1= Standard: 94,402 ÷ 94,432 mm
Ø 2= Oversize: 94,802 ÷ 94,832 mm
A-B= axle longitudinal and transversal
* Roughness parameters of surface.
R1= 4 ÷ 10 µm.
Rz= 3 ÷ 8 µm.
Ra= 0,3 ÷ 0,6 µm.
W1 < 2 µm.
Surface porosities allowed with milled cylinder.
ZONE B1= Greatest mechanical effort zone of the contact
piston rings/body ; intermitent n° 2 porousities allowed máx
0,5x0,5 (©100%)
ZONE B2= Surface affected by piston rings rubbings ; no
adjoining n° 2 porousities máx 1 x0,8 (©100%)
CAUTION:
After carrying out oversize mechanizing or cylinders
block sheating dismantle mechanization caps and
clean thoroughly the block using pressurized fluid
cleaner, compressed air and cylindrical sweeeping
brushes.
0,5
30°
00
B2=80
B1=50
*
==
0,08 A-B
45° ÷ 50°
^
Ø 1
Ø 2

 Loading...
Loading...