Maintenance
2708−3/A1
RT-flex50-D
Wärtsilä Switzerland Ltd
1/ 1
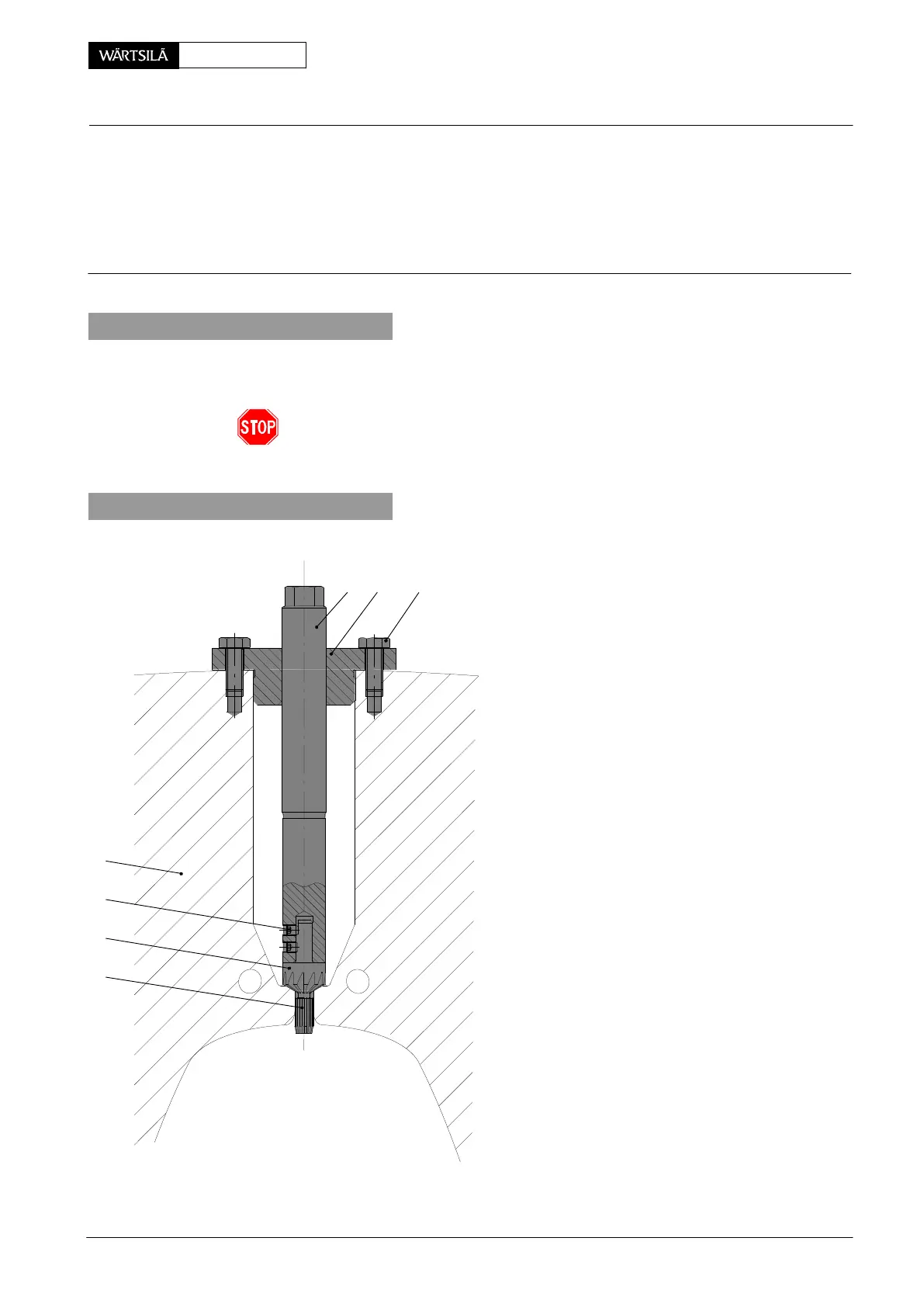
Tools: Key to Illustrations:
1 Overhauling device 94270 1 Cylinder cover 5 Profiling cutter
2 Milling cutter holder 6 Centring mandril
3 Guide flange 7 Screw
4 Setscrews
1. General
The seat sealing face in the cylinder cover must be clean and undamaged as the
sealing is metallic.
Should any blow-by of combustion gases have been noticed during engine opera-
tion, the spring packets with their screws of the injection valve are not, under any
circumstances, to be tightened further as a counter measure.
2. Machining of sealing face
Dirty or slightly damaged sealing faces can be r
conditioned on the spot by using overhauling d
vice 94270.
⇒ Carefully insert the profiling cutter, bolted
the milling cutter holder, into the hole in th
cylinder cover.
⇒ Fasten guide flange 3 with screws 7.
When the tool is being used, the centrin
mandril on the profiling cutter on the on
hand and the guide flange on the other, giv
the tool the necessary stability and directio
⇒ Cutting is done by pressing down lightly wi
the hand on the milling cutter holder at th
same time as turning the hexagon even
with the other hand using the ring spanner
Try to remove as little material as possible b
sufficient, however, to obtain the desire
standard for the seating area.
D Putting some sticky grease on the profilin
cutter will prevent any foreign matter from e
tering the combustion chamber during ove
haul.
012.903/05
1
4
5
6
2
3 7
ylinder Cover
achining of Sealing Face for Injection Valve
2010