Maintenance
2751−3/A1
RT-flex50-D
Wärtsilä Switzerland Ltd
5/ 5
5. Checking the valve seat
After grinding it is necessary to check whether the new
re-ground valve makes correct contact with the valv
seat. For this the spindle head seat face is spread with
thin coating of blueing paste, then inserted vertically in
the valve guide bush.
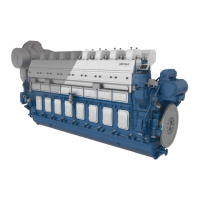
Remark: The angle difference is chosen such that in th
hot operating condition the valves makes contact b
50−100% from the outer edge (Fig. ’F’). The bluein
check should show that the cold valve makes conta
only from inside around the whole circumference. Th
angle difference can be checked at gap ’S’ on the out
edge with a feeler gauge (Fig. ’G’).
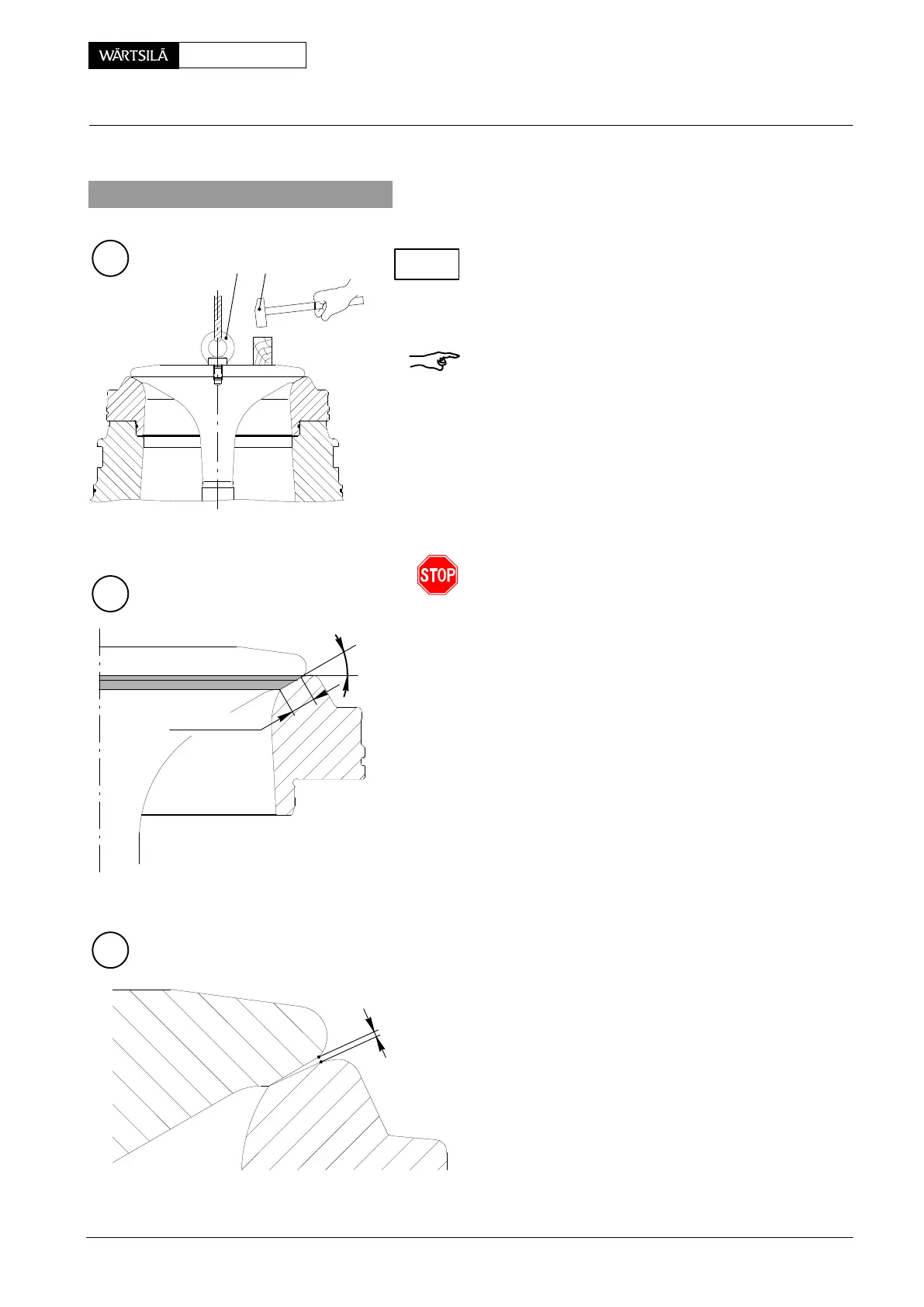
⇒ The blueing on the valve seat must be checked b
tapping the valve head three or four times with
hammer on a wooden block! (Fig. ’E’).
Do not rotate the valve spindle on the valve se
face, as this risks seizure of the seating.
CHECK
F
G
30
2’
+
0
_
HARC
E
50−100%
003.455/00
003.456/00
003.457/00
S = 0.029 − 0.048 mm
Exhaust Valve: Replacing and Grinding the Valve Seat
2010