Parameters, G code program
(undercut, thread DIN)
Parameters, ShopTurn program
(undercut, thread DIN)
PL Machining plane T Tool name
SC Safety clearance mm D Cutting edge number
F Feedrate * F Feedrate mm/rev
S / V Spindle speed or constant cutting
rate
rpm
m/min
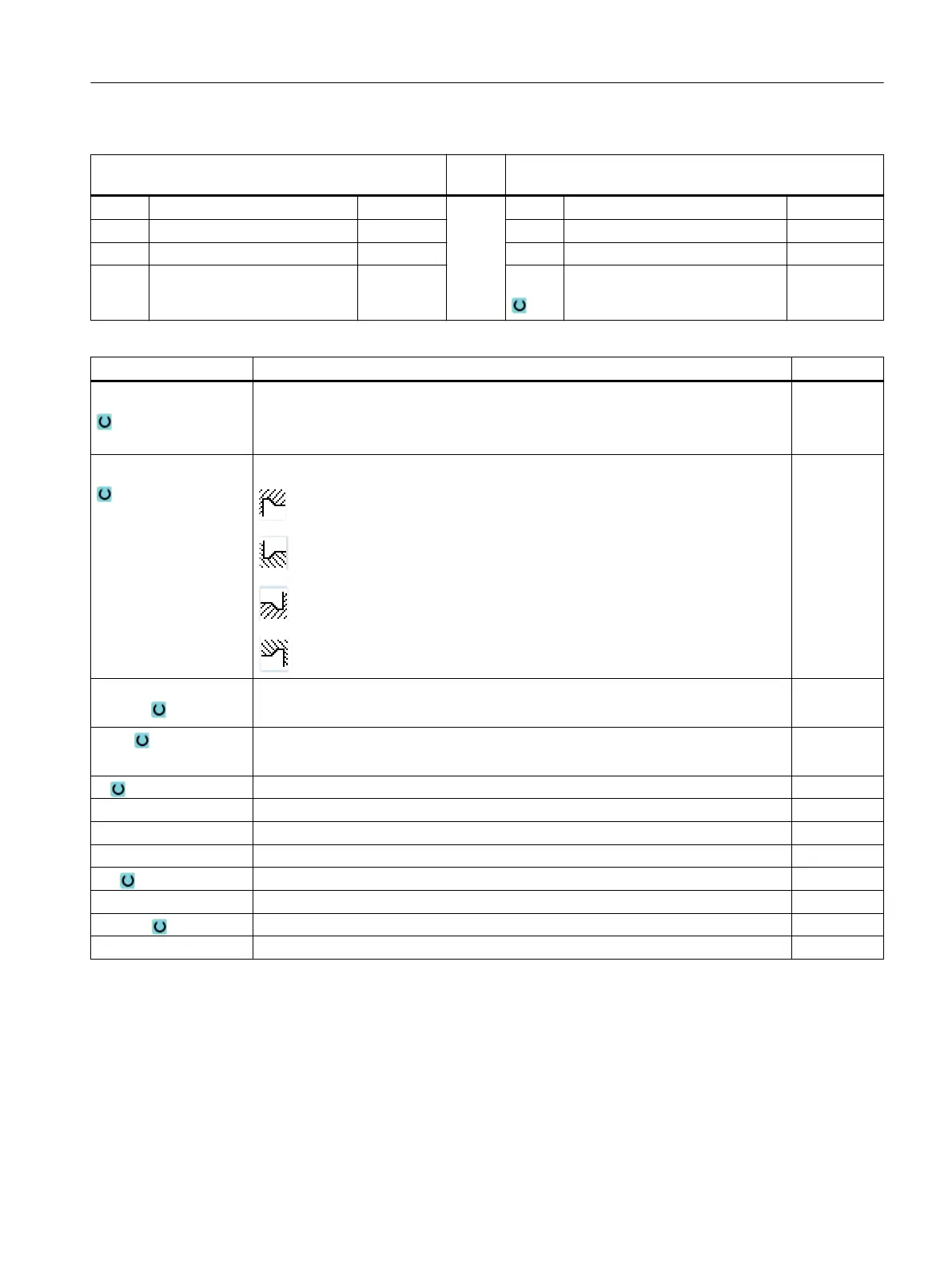
Parameters Description Unit
Machining
● ∇ (roughing)
● ∇∇∇ (finishing)
● ∇ + ∇∇∇ (roughing and finishing)
Position Machining position:
Machining
direction
● Longitudinal
● Parallel to the contour
Form
● Normal (form A)
● Short (form B)
P Thread pitch (select from the preset DIN table or enter) mm/rev
X0 Reference point X ∅ mm
Z0 Reference point Z mm
α Insertion angle Degrees
VX Cross feed ∅ (abs) or cross feed (inc) - (only for ∇∇∇ and ∇ + ∇∇∇) mm
D Maximum depth infeed – (only for ∇ and ∇ + ∇∇∇) mm
U or UX Finishing allowance in X or finishing allowance in X and Z – (only for ∇ and ∇ + ∇∇∇) mm
UZ Finishing allowance in Z – (only for UX, ∇ and ∇ + ∇∇∇) mm
* Unit of feedrate as programmed before the cycle call
Programming technology functions (cycles)
10.2 Rotate
Turning
Operating Manual, 06/2019, A5E44903486B AB 415