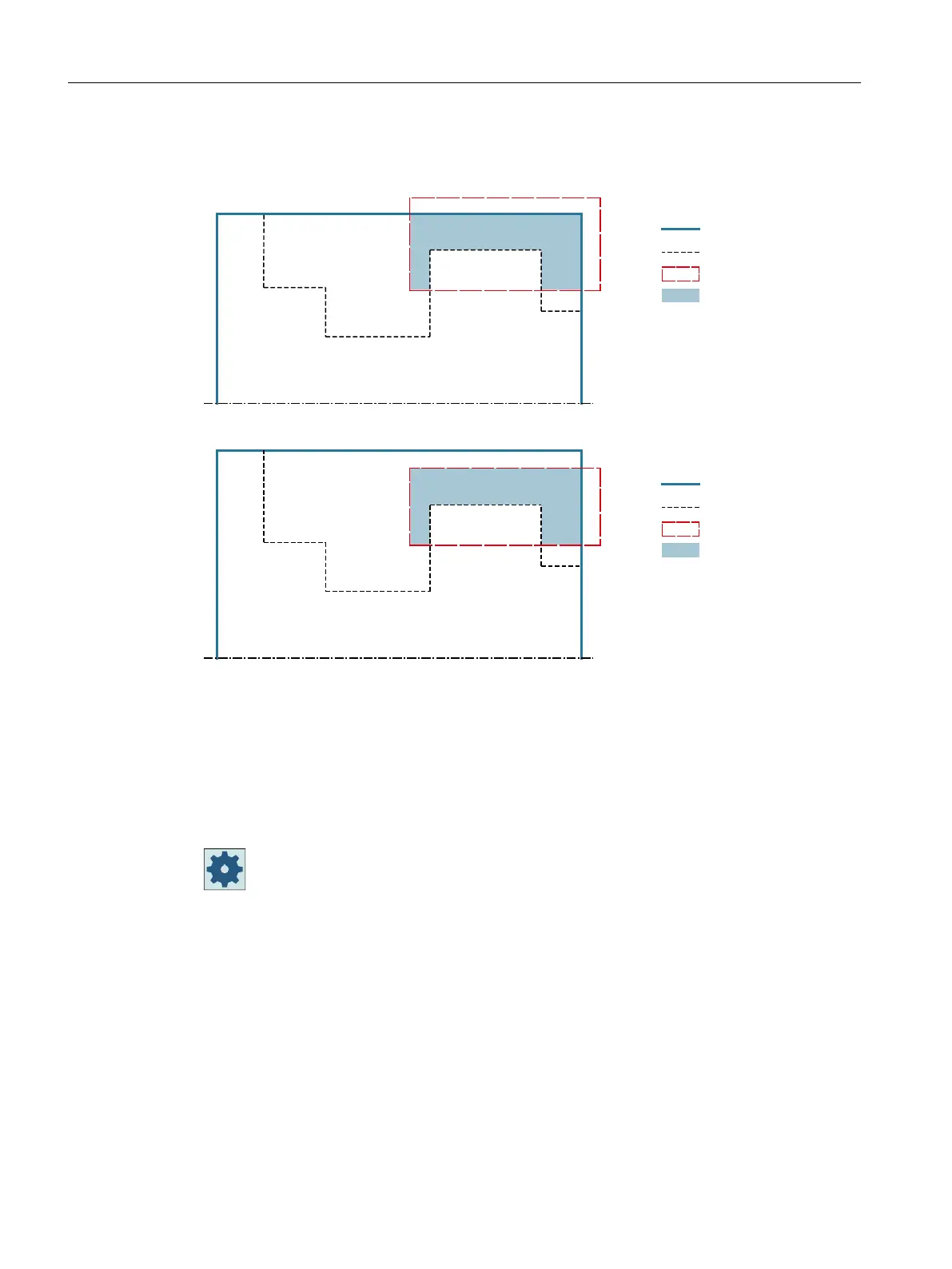
Example of the limit in longitudinal external machining
VWOLPLW;$
QGOLPLW;%
UGOLPLW=$
WKOLPLW=%
%ODQN
)LQLVKHGSDUW
/LPLW
0DFKLQLQJ
=%
;%
=$
;$
Figure 10-7 Permitted limit: Limit line XA is outside the contour of the blank
VWOLPLW;$
QGOLPLW;%
UGOLPLW=$
WKOLPLW=%
%ODQN
)LQLVKHGSDUW
/LPLW
0DFKLQLQJ
=%
;%
=$
;$
Figure 10-8 Impermissible limit: Limit line XA is inside the contour of the blank
Feedrate interruption
To prevent the occurrence of excessively long chips during machining, you can program a
feedrate interruption. Parameter DI specifies the distance after which the feedrate interruption
should occur.
The interruption time or retraction distance is defined in machine data.
Machine manufacturer
Please observe the information provided by the machine manufacturer.
Residual material machining / naming conventions
G code program
For multi-channel systems, cycles attach a "_C" and a two-digit, channel-specific number to the
names of the programs to be generated, e.g. for channel 1 "_C01".
This is the reason why the name of the main program must not end with "_C" and a two-digit
number. This is monitored by the cycles.
Programming technology functions (cycles)
10.3 Contour turning
Turning
458 Operating Manual, 06/2019, A5E44903486B AB