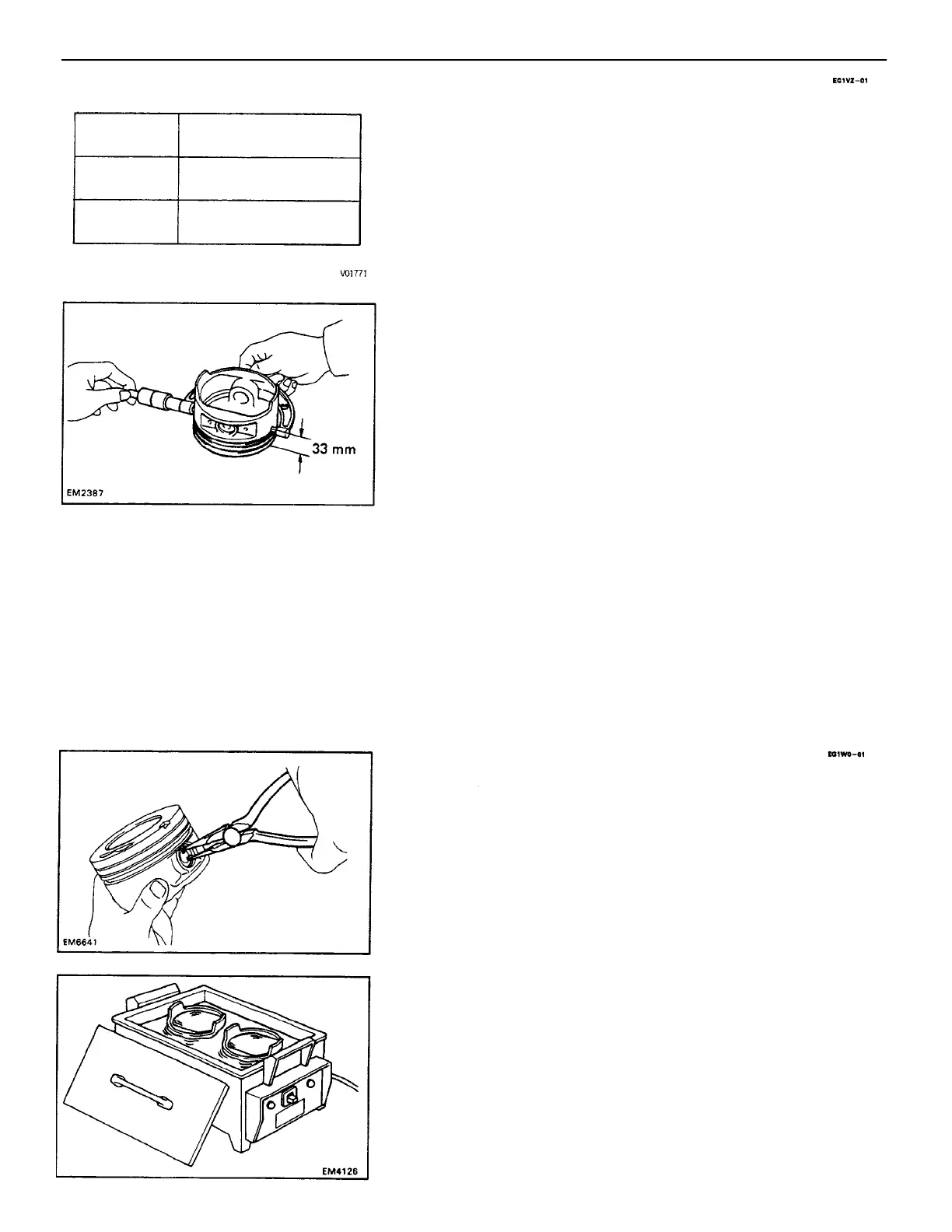
2. CALCULATE DIMENSION TO BORE CYLINDERS
(a) Using a micrometer, measure the piston diameter at
right angles to the piston pin center line, 33 mm (1.30
in.) from the piston head.
(b) Calculate the size each cylinder is to be rebored as
follows:
Size to be rebored = P + C – H
P = piston diameter
C = piston clearance
0.015 – 0.035 mm (0.0006 – 0.0014 in.)
H = allowance for honing
0.02 mm (0.0008 in.) or less
3. BORE AND HONE CYLINDERS TO CALCULATED
DIMENSIONS
Maximum honing: 0.02 mm (0.0008 in.)
NOTICE: Excess honing will destroy the finished round–
ness.
CYLINDERS BORING
1. SELECT OVERSIZED PISTON
O/S pistons with pins are available in the sizes listed.
Replace pistons in matched sets. Take the largest
bore measured and select the oversized piston for that
bore. Bore all cylinders for the oversized piston sel–
ected.
PISTON AND CONNECTING ROD
ASSEMBLY
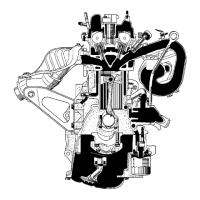
1. ASSEMBLE PISTON AND CONNECTING ROD
(a) Install a new snap ring on one side of the piston pin
hole.
(b) Heat the piston in hot water to approx. 80C(176F).
92.475 – 92.505
(3.6407 – 3.6419)
92.975 – 93.005
(3.6604 – 3.6616)
Outside Diameter
mm 0 n. )
O/S 1.00
O/S 0. 50
Size
–ENGINE ENGINE MECHANICAL
EG1–66