M5: Measurement
7.5 Setting zeros, workpiece measuring and tool measuring
Extended Functions
Function Manual, 03/2013, 6FC5397-1BP40-3BA1
461
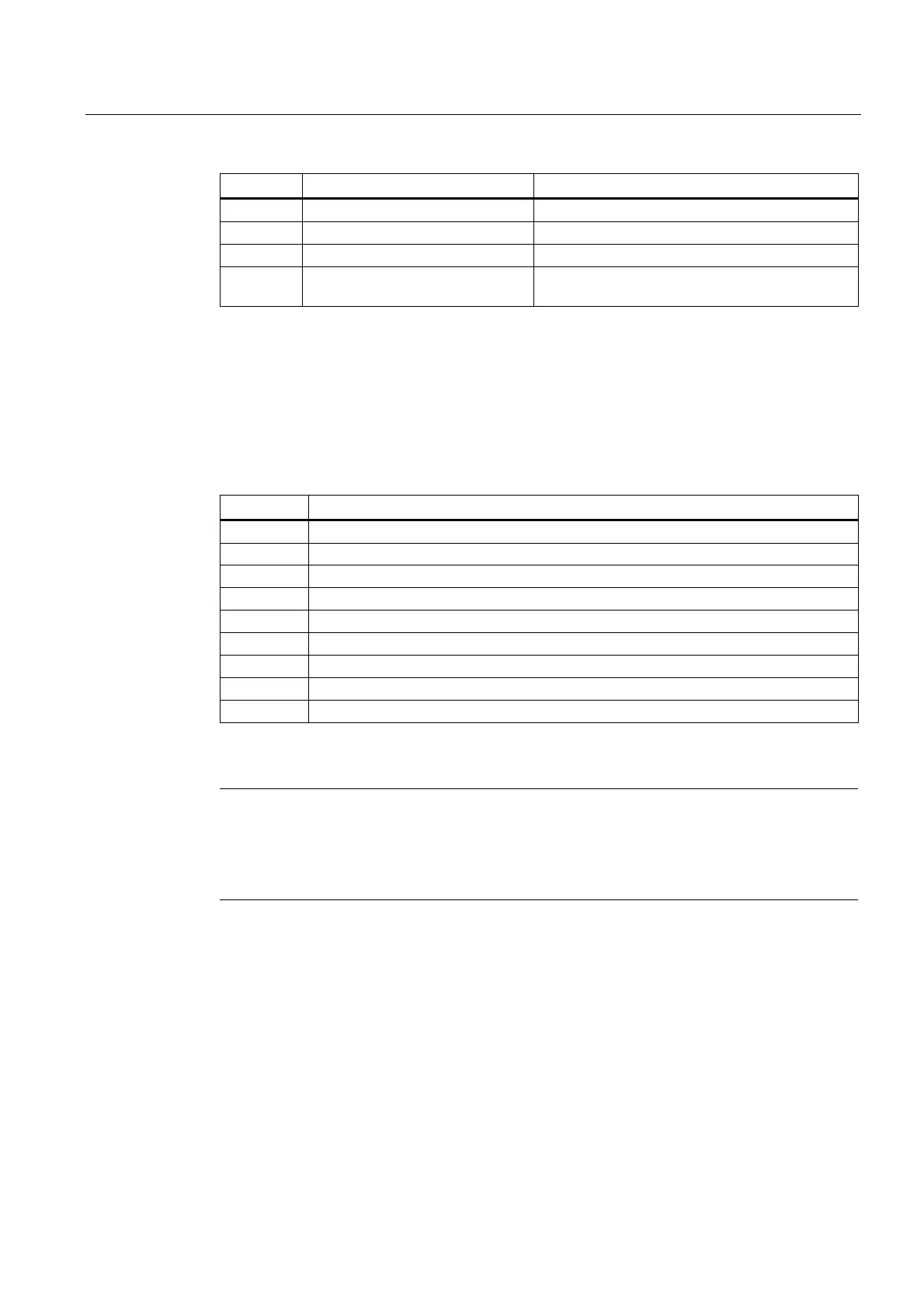
Type System variable Description
REAL $AC_MEAS_CORNER_ANGLE Calculated angle of intersection ϕ
REAL $AC_MEAS_DIAMETER Calculated diameter
REAL $AC_MEAS_TOOL_LENGTH Calculated tool length
REAL $AC_MEAS_RESULTS[10] Calculation results (depending on
$AC_MEAS_TYPE)
7.5.2.4 Calculation method
Activating the calculation
The calculation is activated by an HMI operator action with PI service _N_SETUDT. This Pl
service can accept one of the following parameter types:
Type Meaning
1 Active tool offset
2 Active basic frames
3 Active settable frame
4 Global basic frames
5 Global settable frames
6 Calculate workpiece zero or tool lengths
7 Activate workpiece zero (write scratching)
8 Activate external work offset
9 Activate active tool carrier, TCOABS and PAROT
The change becomes apparent immediately in the reset state. In the stop state, the frame is
retracted at the next start.
Note
The PI service can be executed only in the reset and stop states. In the case of workpiece
measurement, the calculated frame is activated immediately with type no. 7. In the case of
tool measurement, the PI service must not be dispatched with type no. 7, since a zero point
does not have to be activated.
Activation in the Stop state
The new WCS positions are refreshed in the Stop state. With the continuation start on the
part program, the distance-to-go of the interrupted block is deleted. Traversal is made from
the current position to the end point of the next block.
Therefore, it is also possible in the Stop state to start a spindle in the MDA mode or in the
part program and set and scratch an actual value with M0. Another measurement can also
be performed.

 Loading...
Loading...










