M5: Measurement
7.5 Setting zeros, workpiece measuring and tool measuring
Extended Functions
Function Manual, 03/2013, 6FC5397-1BP40-3BA1
459
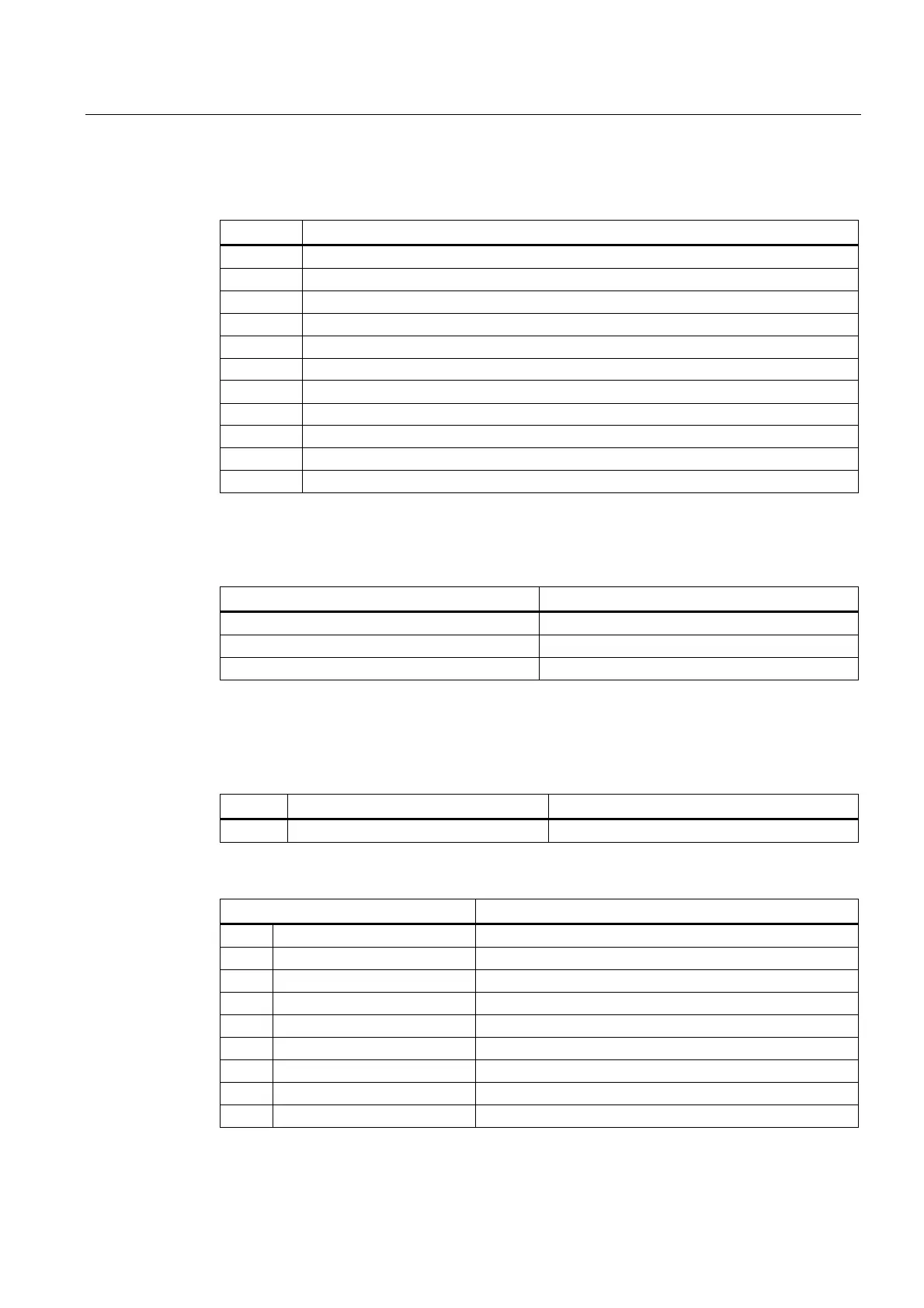
The variable $AC_MEAS_TOOL_SCREEN can assume the following values:
Value Meaning
0x0 All tool lengths are considered (default setting).
0x1 Tool radius is not included in the calculation
0x2 Tool position in x direction (G19)
0x4 Tool position in y direction (G18)
0x8 Tool position in y direction (G17)
0x10 Tool length is not included in the calculation
0x20 Length of the active tool is included in the coordinate transformation of a position.
0x40 Tool position in x direction.
0x80 Tool position in y direction.
0x100 Tool position in z direction.
0x200 Tool length differential values are included negatively.
Whether or not the radius of a milling tool is included in the calculation can be determined
from the tool position and approach direction. If the approach direction is not specified
explicitly, it is determined by the selected plane.
Plane Approach direction
G17 -z direction
G18 - y direction:
G19 - x direction
7.5.2.2 Measurement selection
The measurement is selected by means of the following variable:
Type System variable Description
INT $AC_MEAS_TYPE Measurement type selection
The variable $AC_MEAS_TYPE can assume the following values:
Value Description
0 Default
1 Edge_x Measuring the x edge
2 Edge_y Measuring the y edge
3 Edge_z Measuring the z edge
4 Corner_1 Measuring Corner 1
5 Corner_2 Measuring Corner 2
6 Corner_3 Measuring Corner 3
7 Corner_4 Measuring Corner 4
8 Hole Measuring a hole

 Loading...
Loading...










