P2: Positioning axes
10.6 Block change
Extended Functions
Function Manual, 03/2013, 6FC5397-1BP40-3BA1
621
10.6 Block change
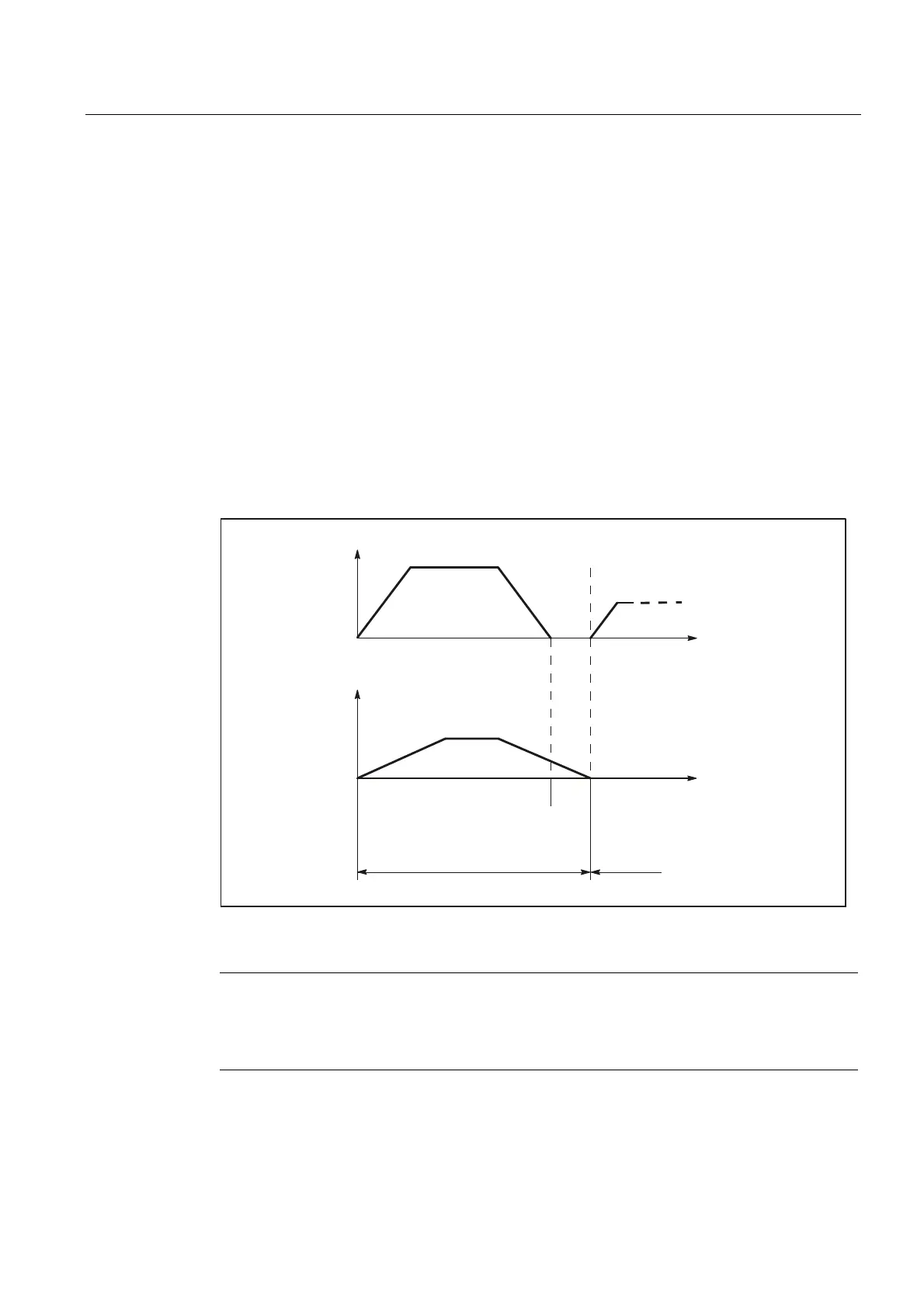
Since path and positioning axes are interpolated separately, they reach their programmed
end positions at different instants in time. If path and positioning axes are programmed in a
block together, then the block change behavior depends on the programmable type of
positioning axes.
Type 1: Block-related positioning axis
Properties:
● The block change is performed as soon as all path and positioning axes have reached
their respective programmed end-of-motion criterion:
– Path axes:
G601, G602, G603
– Positioning axes:
FINEA, COARSA, IPOENDA
● Programming the positioning axis:
POS[<axis>]
7LPH
7LPH
%ORFNFKDQJH
3RVLWLRQLQJD[LVKDVUHDFKHG
SURJUDPPHGHQGSRVLWLRQ
3DWKD[HVKDYHUHDFKHGWKH
SURJUDPPHGHQGSRVLWLRQ
9HORFLW\SRVLWLRQLQJD[LV
9HORFLW\SDWKD[HV
1
1
Figure 10-1 Block change for path axis and positioning axis type 1
Note
Continuous path mode
Continuous path mode across block limits (
G64) is only possible if the positioning axes reach
their end-of-motion criterion before the path axes (in the diagram above, this is not the case).

 Loading...
Loading...










