M5: Measurement
7.5 Setting zeros, workpiece measuring and tool measuring
Extended Functions
500 Function Manual, 03/2013, 6FC5397-1BP40-3BA1
7.5.3.13 Measurement of a rectangle (measurement type 25)
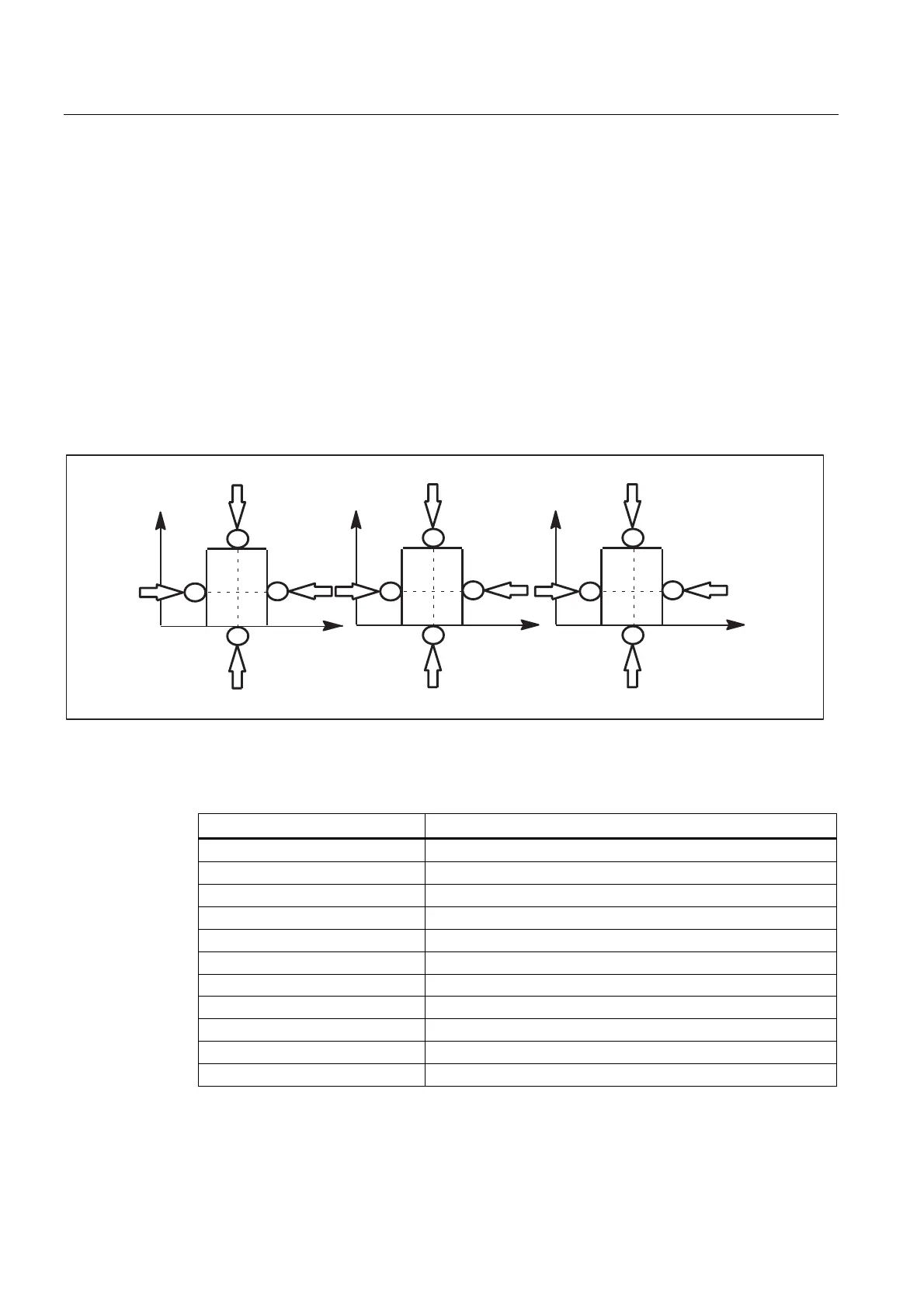
Measuring points for determining a rectangle ($AC_MEAS_TYPE = 25)
To determine a rectangle, tool dimensions are required in the following working planes.
● G17 working plane x/y infeed direction z
● G18 working plane z/x infeed direction y
● G19 working plane y/z infeed direction x
Four measuring points are required per rectangle.
Measuring points can be specified in any desired order. The measuring points with the
largest ordinate distance correspond to points P3 and P4.
*
*
*
]
\
[
]
3
3
3
3
3
3
3
3
3
3
3
3
[
\
Figure 7-16 Determining a rectangle with infeed into the working plane G17, G18 and G19
The values of the following variables are evaluated for measurement type 25:
Input variable Meaning
$AC_MEAS_VALID Validity bits for input variables
$AA_MEAS_POINT1[axis] Measuring point 1
$AA_MEAS_POINT2[axis] Measuring point 2
$AA_MEAS_POINT3[axis] Measuring point 3
$AA_MEAS_POINT4[axis] Measuring point 4
$AA_MEAS_SETPOINT[axis] Setpoint position of web center *
$AC_MEAS_ACT_PLANE Calculated as active plane unless otherwise specified *
$AC_MEAS_FINE_TRANS 0: Coarse offset, 1: Fine offset *
$AC_MEAS_FRAME_SELECT Calculated as additive frame unless otherwise specified *
$AC_MEAS_T_NUMBER Calculated as active T unless otherwise specified (T0) *
$AC_MEAS_D_NUMBER Calculated as active D unless otherwise specified (D0) *

 Loading...
Loading...










