K5: Mode groups, channels, axis interchange
5.3 Channels - only 840D sl
Extended Functions
308 Function Manual, 03/2013, 6FC5397-1BP40-3BA1
5.3.1 Channel synchronization (program coordination)
Function
For example, for double-slide machining or real-time actions, the possibility for the
synchronization of the machining between channels must be present. The channels affected
shall perform certain processing procedures time-matched.
To allow this machining, the relevant channels must be joined to form a synchronization
group (mode group).
The channel synchronization is made only with the NC language.
Preconditions
The relevant channels must belong to the same mode group.
Programming
There are special statements (commands) for the channel synchronization. In each case,
they are listed in one block.
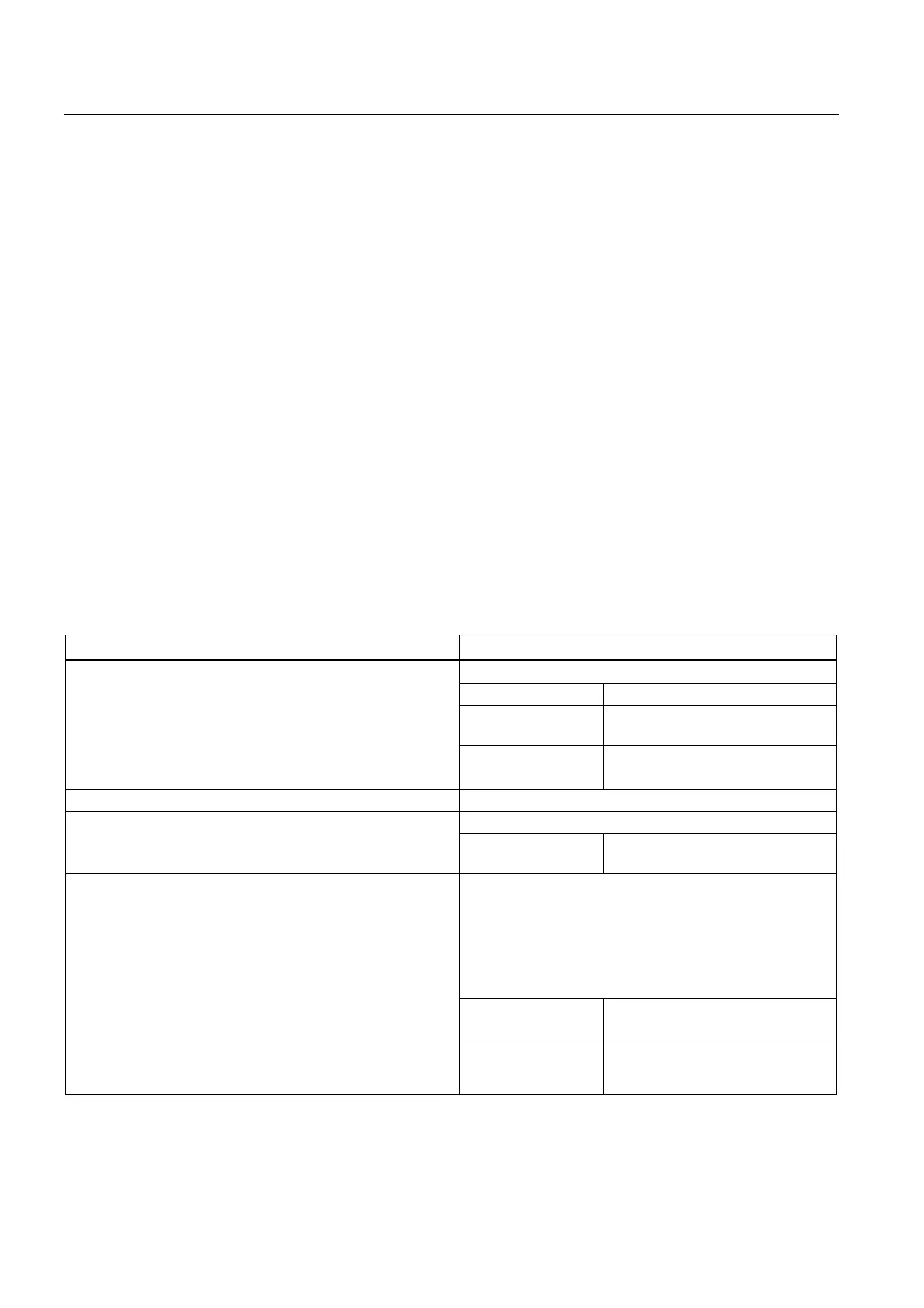
Table 5- 1 Program coordination statements
Statement Meaning
Selection of a program for processing in a certain channel:
<channel no.>: Number of channel
<path specification>: An absolute or relative path to the
NC program
INIT (<channel-no.>, <path specification>,
<acknowledgement mode>)
<acknowledgement
mode>:
Acknowledgement mode:
N (without) or S (synchronous)
CLEAR (<program name>) Deletion of a program by indicating the program name.
Starting the selected programs in other channels. START(<channel no.>, <channel no.>, ... )
<channel no.>, ...: Enumeration of the channel
numbers
Unconditional wait: When a WAITM() call is reached, the
axes of the current channel are decelerated and a wait
made in the other channels to be synchronized until the
marker number specified in the call is reached. The group
is synchronized when the other channels are also
decelerated as they reach their WAITM() command. The
synchronized channels then continue operation.
<marker no.>: The tag number must be the same
in all channels.
WAITM (<marker no.>, <channel no.>, <channel no.>, ...)
<channel no.>, ...: Enumeration of the channel
numbers (the own channel does
not need to be specified).

 Loading...
Loading...










