W4: Grinding-specific tool offset and tool monitoring
17.5 Constant grinding wheel peripheral speed (GWPS).
Extended Functions
830 Function Manual, 03/2013, 6FC5397-1BP40-3BA1
17.5.2 Selection/deselection and programming of GWPS, system variable
Part program commands
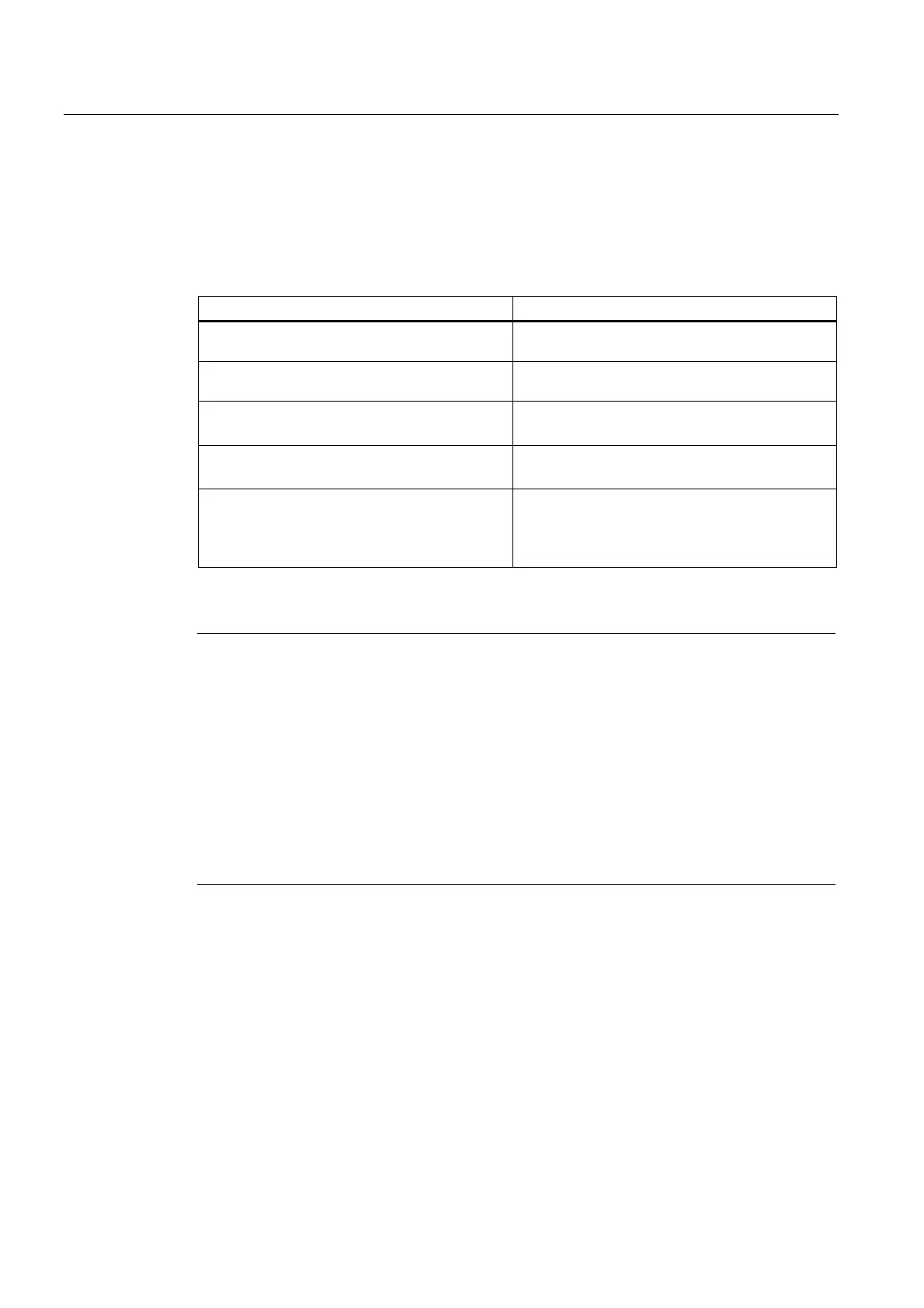
The GWPS is selected and deselected with the following part program commands:
Command Meaning
GWPSON
Grinding wheel peripheral speed ON
Selection of GWPS for the active tool in the
channel.
GWPSOF
Grinding wheel peripheral speed OFF
Deselection of GWPS for the active tool in the
channel.
GWPSON(T number)
Grinding wheel peripheral speed ON (T no.)
Selection of GWPS for a non-active tool with T
number.
GWPSOF(T number)
Grinding wheel peripheral speed OFF (T no.)
Deselection of GWPS for a non-active tool with T
number.
S[spindle number] = value Programming of constant grinding wheel
peripheral speed.
Unit of value setting depends on basic system
(m/s or ft/s).
References:
Programming Manual Fundamentals
Note
Parameter $TC_TPG1 assigns a spindle to the tool. Every following S value for this spindle
is interpreted as a grinding wheel peripheral speed when GWPS is active (see above).
If GWPS is to be selected with a new tool for a spindle for which the GWPS function is
already active, the active function must be deselected first with
GWPSOF (otherwise an alarm is
given out).
GWPS can be active simultaneously for several spindles, each with a different grinding tool,
in the same channel.
Selection of GWPS with
GWPSON does not automatically result in activation of tool length
compensation or of the geometry and speed monitoring functions. When GWPS is
deselected, the last speed to be calculated remains valid as the setpoint.
$P_GWPS[spindle number]
This system variable can be used to query from the sub-program whether the GWPS is
active for a specific spindle.
TRUE : GWPS programming of spindle active
FALSE : GWPS programming of spindle not active
References:
Programming Manual Fundamentals

 Loading...
Loading...










