W4: Grinding-specific tool offset and tool monitoring
17.2 Online tool offset
Extended Functions
Function Manual, 03/2013, 6FC5397-1BP40-3BA1
821
17.2.4 Example of writing online tool offset continuously
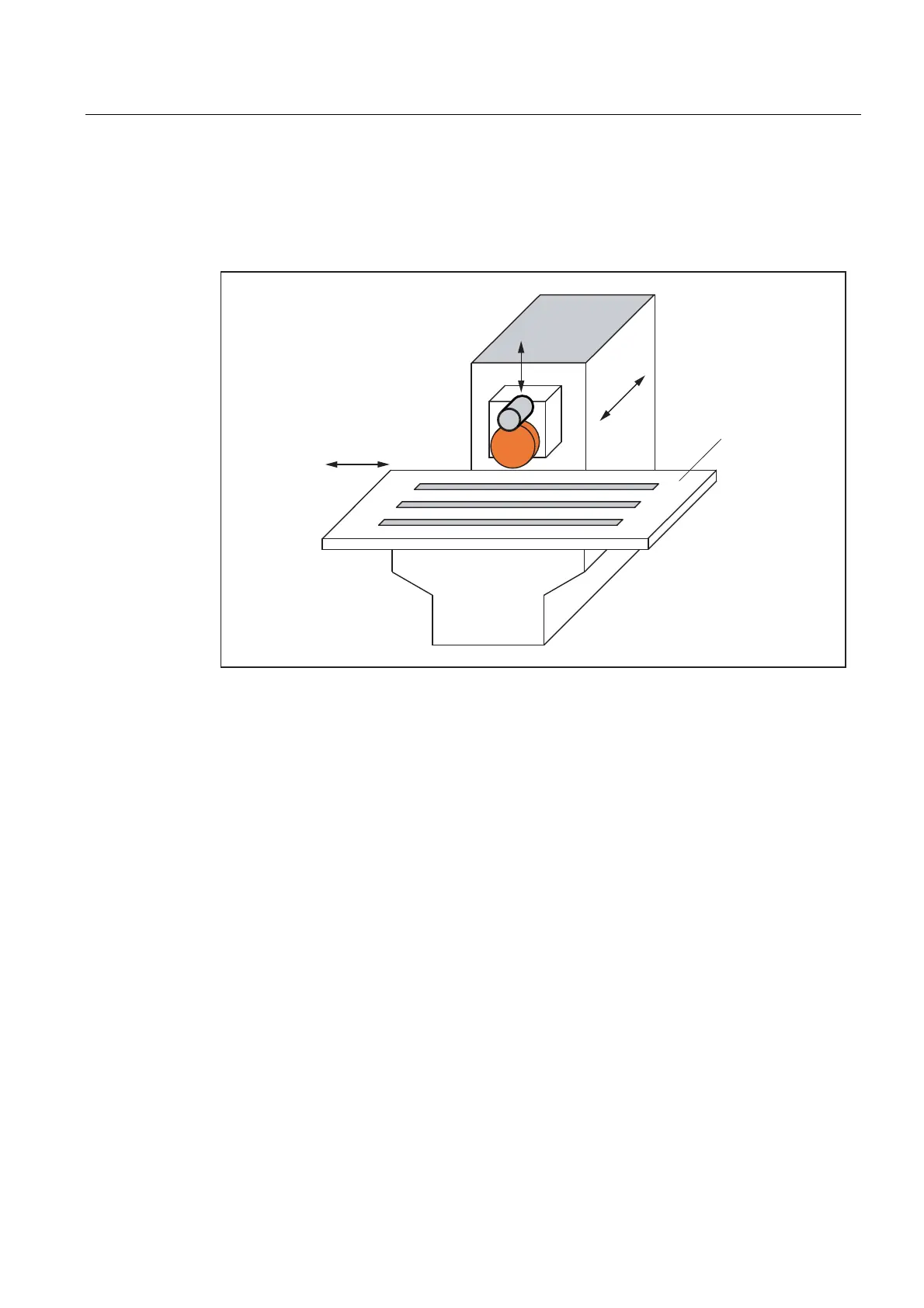
Surface grinding machine
:RUNSLHFHWDEOH
=
9
;
Y: Infeed axis for grinding wheel
V: Infeed axis for dressing roller
X: Reciprocating axis, left - right
Plane for the tool offset:
G19 (Y/Z plane)
Length 1 acts in Z, length 2 in Y, tool type = 401
Machining: Channel 1 with axes Y, X
Dressing: Channel 2 with axis V
Task
After the grinding operation has started at Y100, the grinding wheel must be dressed by 0.05
(in V direction). The dressing amount must be compensated continuously by means of an
online offset.

 Loading...
Loading...










