S3: Synchronous spindle
13.3 Configuration
Extended Functions
728 Function Manual, 03/2013, 6FC5397-1BP40-3BA1
13.3 Configuration
Note
One synchronous-spindle coupling can be configured for each channel.
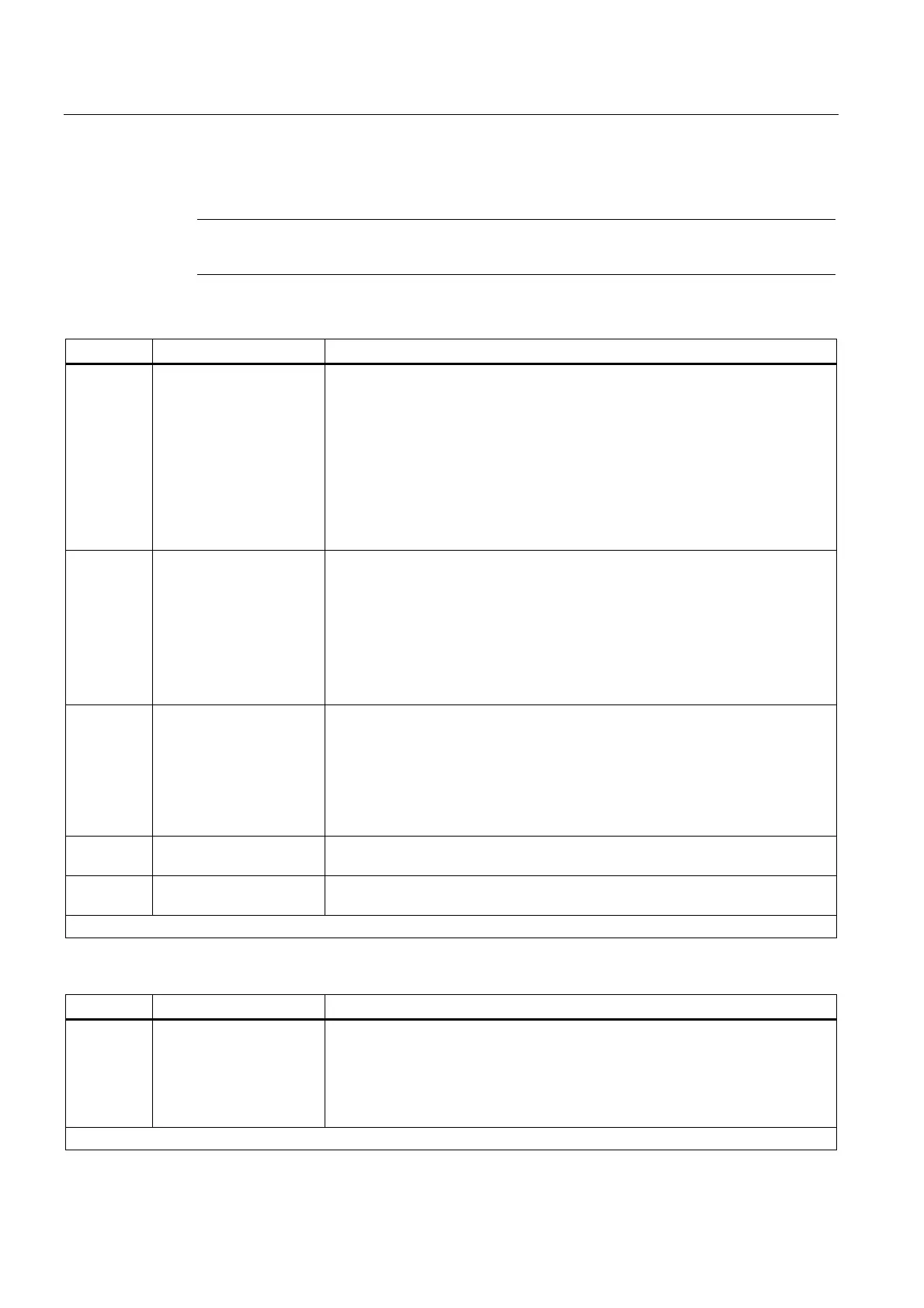
Table 13- 1 Machine data
Number Name: $MC_ Function
MD21300 COUPLE_AXIS_1[<n>] Machine axes of the synchronous-spindle coupling:
• <n> = 0: Machine axis number of the following spindle
• <n> = 1: Machine axis number of the leading spindle
Machine axis numbers in accordance with: MD20070
$MC_AXCONF_MACHAX_USED (machine axes in the channel)
Machine axis numbers == 0: No coupling configured. The following system data
is then not relevant.
Note: The machine axes configured for the synchronous-spindle coupling cannot
be changed using program commands.
MD21320 COUPLE_BLOCK_
CHANGE_CTRL_1
Block change release after activating the synchronous operation
1)
:
• Immediately
• On reaching "Synchronism fine"
• On reaching "Synchronism coarse"
• On reaching "Synchronism setpoint"
Note: No change protection
1)
, the block change release can be changed with the
COUPDEF command.
MD21310 COUPLING_MODE_1 Coupling type
1)
:
• Actual value coupling
• Setpoint value coupling
• Speed coupling
Note: No change protection
1)
, the coupling type can be changed for deactivated
coupling with the
COUPDEF command.
MD21330 COUPLE_RESET_
MODE_1
Behavior of the synchronous-spindle coupling with regard to NC Start, NC Stop
and Reset.
MD21340 COUPLE_IS_WRITE_
PROT_1
Change protection for coupling
1) See MD21340 $MC_COUPLE_IS_WRITE_PROT_1
Table 13- 2 Setting data
Number Name: $SC_ Function
SD42300 COUPLE_RATIO_1[<n>] Speed transmission ratio: FS / LS = numerator / denominator
1)
:
• <n> = 0: Numerator (FS)
• <n> = 1: Denominator (LS)
Note: No change protection
1)
, the transmission ratio can be changed with the
COUPDEF command.
1) See MD21340 $MC_COUPLE_IS_WRITE_PROT_1

 Loading...
Loading...










