M5: Measurement
7.5 Setting zeros, workpiece measuring and tool measuring
Extended Functions
Function Manual, 03/2013, 6FC5397-1BP40-3BA1
463
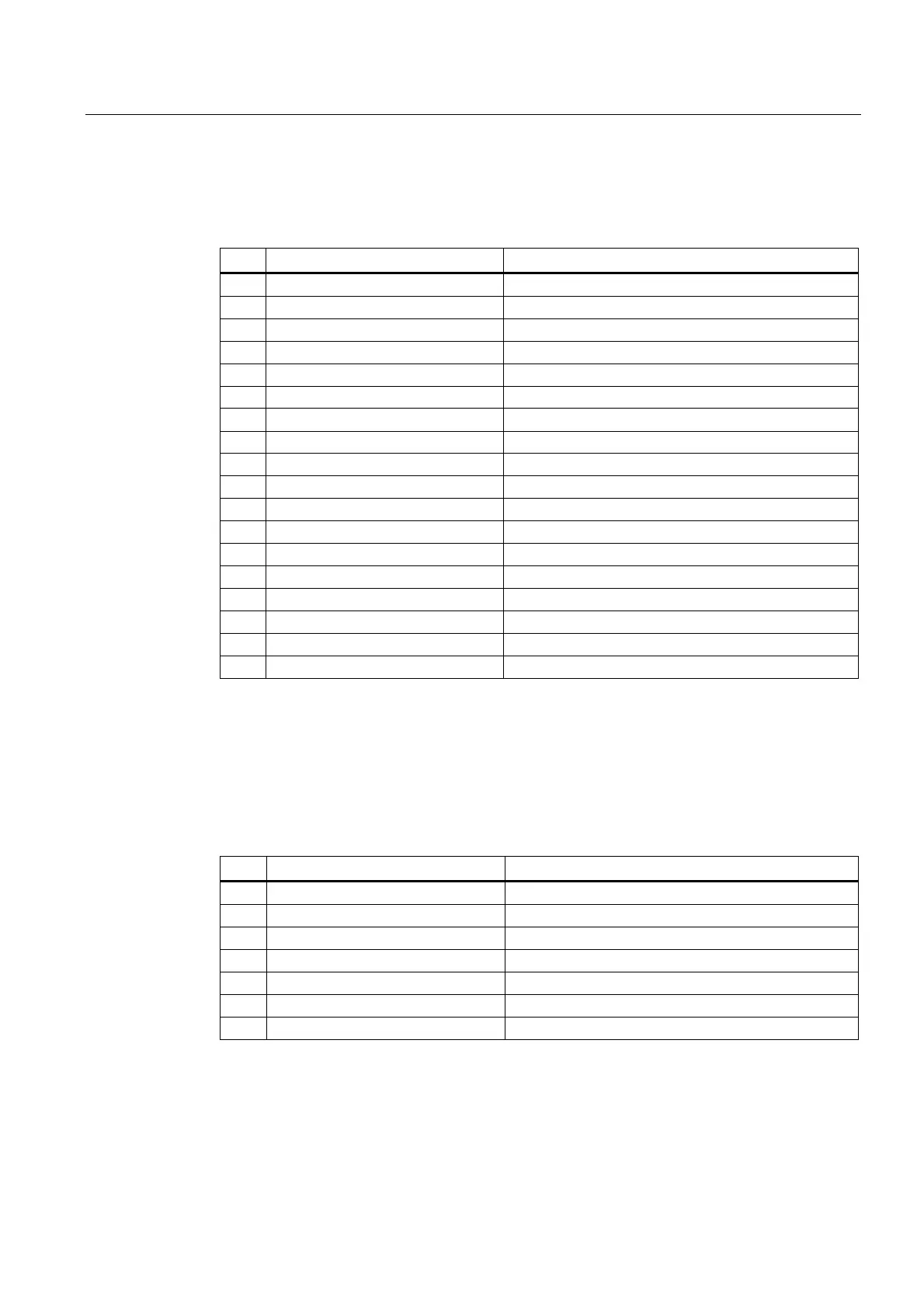
The following return values are output via the pre-defined MEASURE() function:
Table 7- 5 Predefined error messages
No. Return values Meaning
0 MEAS_OK Correct calculation
1 MEAS_NO_TYPE Type not specified
2 MEAS_TOOL_ERROR Error determining the tool
3 MEAS_NO_POINT1 Measuring point 1 does not exist
4 MEAS_NO_POINT2 Measuring point 2 does not exist
5 MEAS_NO_POINT3 Measuring point 3 does not exist
6 MEAS_NO_POINT4 Measuring point 4 does not exist
7 MEAS_NO_SPECPOINT No reference point available
8 MEAS_NO_DIR No approach direction
9 MEAS_EQUAL_POINTS Measuring points are identical
10 MEAS_WRONG_ALPHA Alpha α is wrong
11 MEAS_WRONG_PHI Phi ϕ is wrong
12 MEAS_WRONG_DIR Wrong approach direction
13 MEAS_NO_CROSSING Lines do not intersect
14 MEAS_NO_PLANE Planes do not exist
15 MEAS_WRONG_FRAME No frame or incorrect frame selected
16 MEAS_NO_MEMORY Insufficient memory available
17 MEAS_INTERNAL_ERROR Internal error
Tool measurement error
In the case of error code MEAS_TOOL_ERROR or EX_ERR_PI_REJ_MEASTOOLERROR,
the system stores a more detailed specification of the error with the following values in
output variable $AC_MEAS_TOOL_LENGTH:
Table 7- 6 Predefined error messages for MEAS_TOOL_ERROR
No. Return values Meaning
1 TOOL_NO_BLOCK No block available for the tool calculation
2 TOOL_WRONG_T_NUMBER Wrong T number
3 TOOL_WRONG_D_NUMBER Wrong D number
4 TOOL_EVAL_WRONG_TYPE The tool does not exist
5 TOOL_NO_TOOLCORR_BODY Memory problem
6 TOOL_DATA_READ_ERROR Error reading the tool data
7 TOOL_NO_TOOL_WITH_TRAFO No tool is selected with an active transformation

 Loading...
Loading...










