M5: Measurement
7.5 Setting zeros, workpiece measuring and tool measuring
Extended Functions
468 Function Manual, 03/2013, 6FC5397-1BP40-3BA1
Program code Comment
if RETVAL <> 0
setal(61000 + RETVAL)
endif
$P_IFRAME = $AC_MEAS_FRAME
$P_UIFR[1] = $P_IFRAME ; Describe system frame in data management
g1 x0 y0 ; Approach the edge
m30
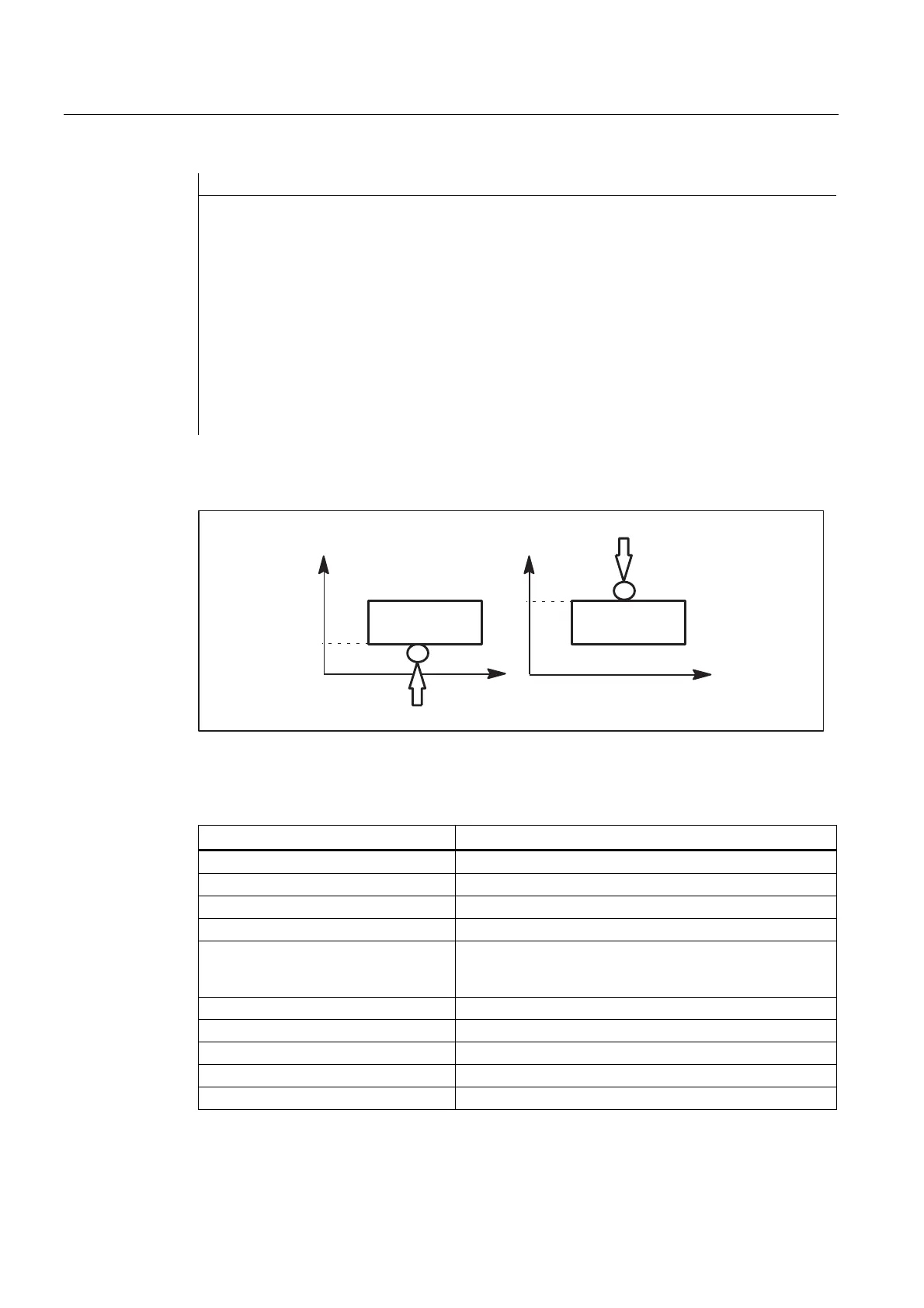
Measurement of a y edge ($AC_MEAS_TYPE = 2)
\
\
[
\
\
\
[
\
Figure 7-2 y edge
The values of the following variables are evaluated for measurement type 2:
Input variable Meaning
$AC_MEAS_VALID Validity bits for input variables
$AA_MEAS_POINT1[axis] Measuring point 1 for all channel axes
$AA_MEAS_SETPOINT[axis] Setpoint position of y edge *
$AC_MEAS_DIR_APPROACH 2: +y, 3: -y
$AC_MEAS_ACT_PLANE Without specification, calculation is undertaken with the
active plane,
the radius of the tool is used only in G17 and G19 *
$AC_MEAS_FINE_TRANS 0: Coarse offset, 1: Fine offset *
$AC_MEAS_FRAME_SELECT Calculated as additive frame unless otherwise specified *
$AC_MEAS_T_NUMBER Calculated as active T unless otherwise specified (T0) *
$AC_MEAS_D_NUMBER Calculated as active D unless otherwise specified (D0) *
$AC_MEAS_TYPE 2
* optional

 Loading...
Loading...










