P2: Positioning axes
10.2 Own channel, positioning axis or concurrent positioning axis
Extended Functions
Function Manual, 03/2013, 6FC5397-1BP40-3BA1
603
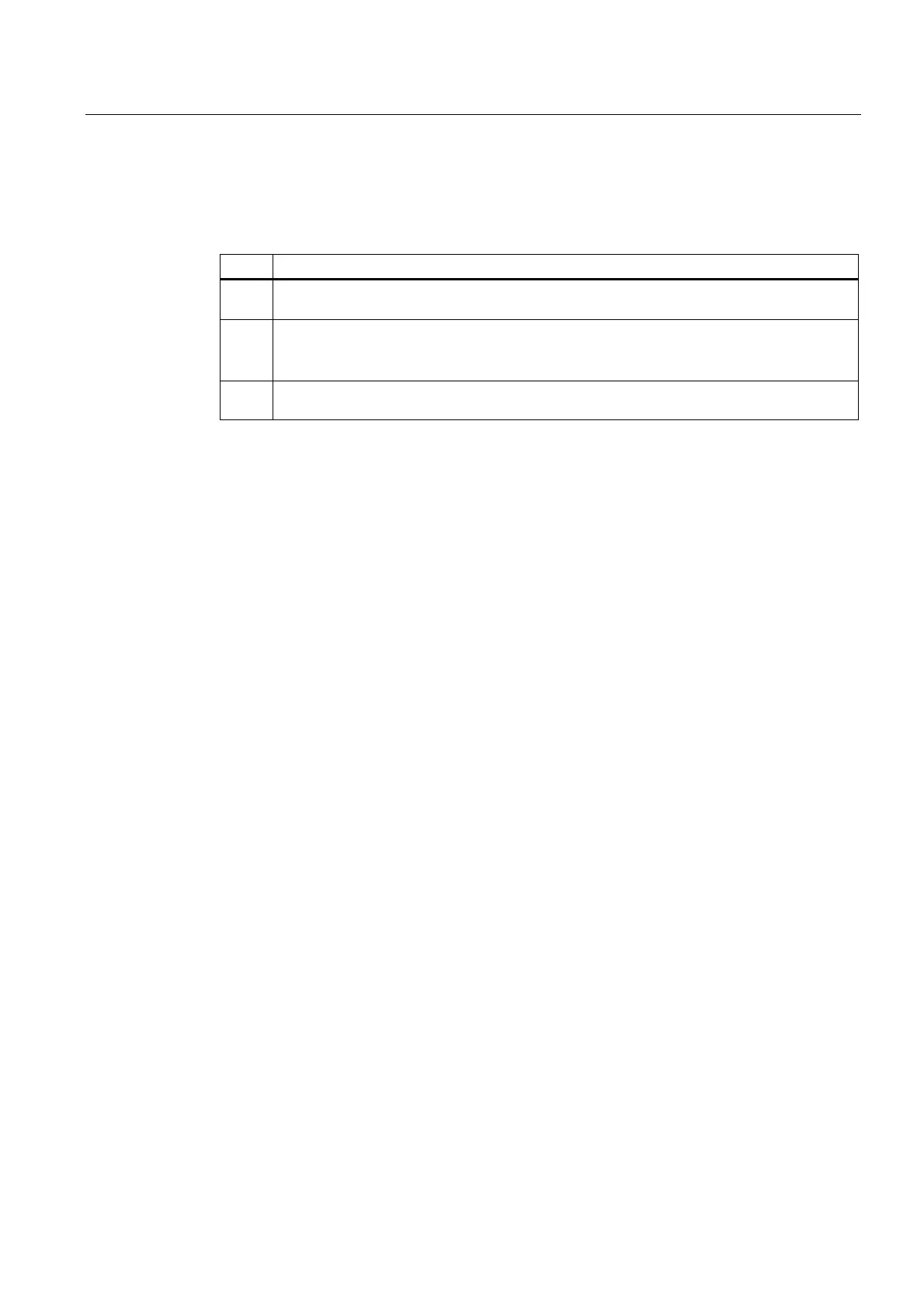
Positioning axis types and block change
The block change time depends on the programmed positioning axis type (refer also to
Section "Block change (Page 621)"):
Type Description
1 The block change occurs when all path and positioning axes have reached their
programmed end point.
2 The block change occurs when all path axes have reached their programmed end point.
With positioning axis type 2, it is possible to approach the programmed end point across
several block limits.
3 It is possible to set the block change within the braking ramp of the single axis interpolation if
the criteria for the motion end and the block change are fulfilled for the path interpolation.
Motion synchronization
Positioning axes permit movements to be activated from the same machining program and
such movements to be synchronized at block limits (type 1) or at explicit points by means of
a
WAITP command (type 2).
Motion end criterion for block change in the brake ramp
For single-axis interpolation, it is also possible to set another end-of-motion criterion for the
block change in the braking ramp.
Traverse path axes in G0 as positioning axis
Each path axis can be traversed as positioning axis in rapid traverse movement (G0). Thus all
axes travel to their end point independently.
In this way, two sequentially programmed X and Z axes are treated like positioning axes in
conjunction with
G0. The block change to axis Z can be initiated by axis X as a function of the
braking ramp time setting (100-0%). Axis Z starts to move while axis X is still in motion. Both
axes approach their end point independently of one another.
Axis types
Positioning axes can be linear axes and rotary axes.
Positioning axes can also be configured as indexing axes.
Independence of positioning axes and path axes
The mutual independence of positioning and path axes is ensured by the following
measures:
● No shared interpolation
● Each positioning axis has a dedicated axis interpolator
● Dedicated feed override for each positioning axis
● Dedicated programmable feedrate
● Dedicated "axis-specific delete distance-to-go" interface signal

 Loading...
Loading...










