W4: Grinding-specific tool offset and tool monitoring
17.2 Online tool offset
Extended Functions
Function Manual, 03/2013, 6FC5397-1BP40-3BA1
819
Example:
Existing conditions: Lead: a
1
= +1
a
2
= 0
a
3
= 0
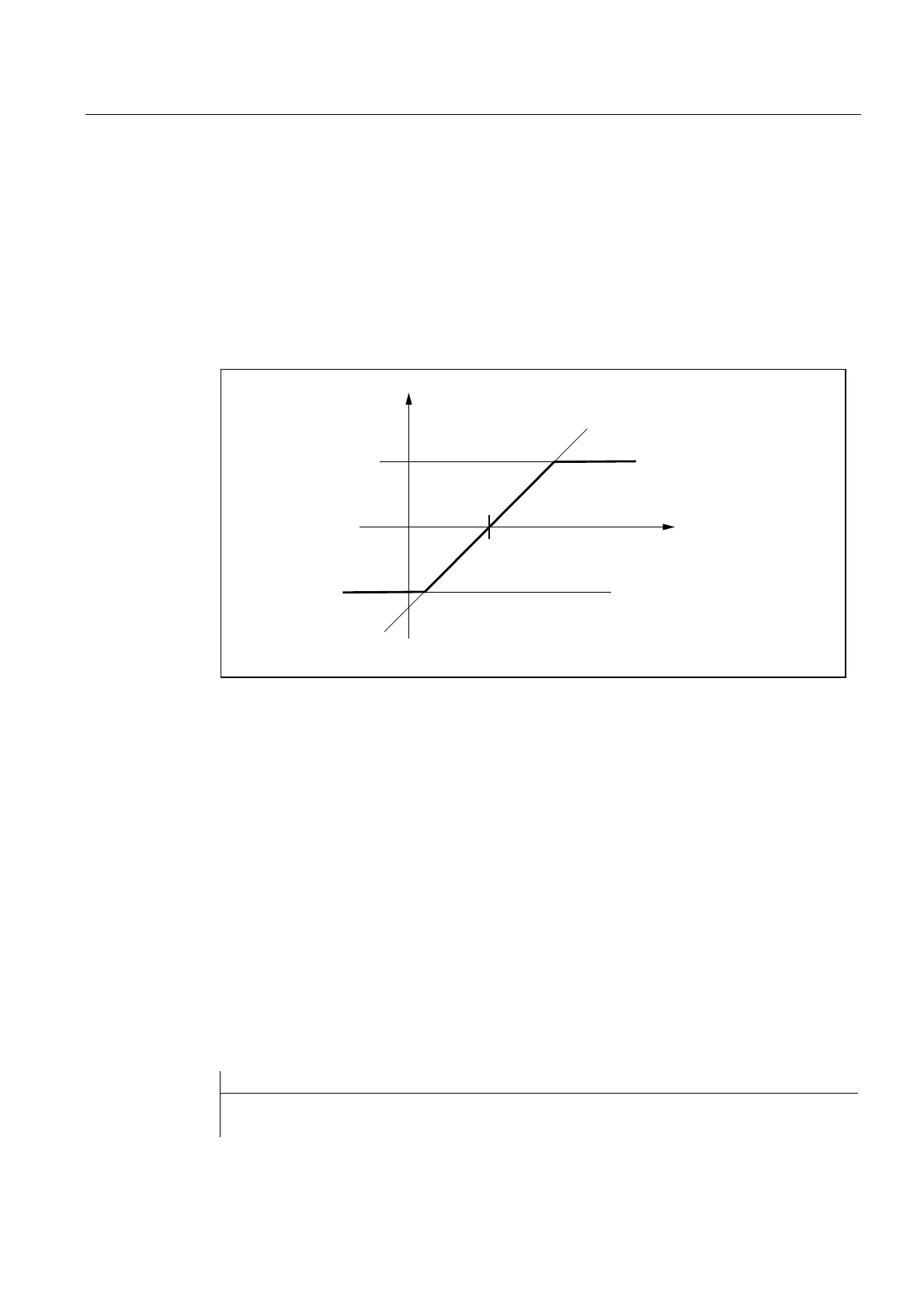
At the time of definition, the function value y should be equal to 0 and
should be derived from machine axis XA (e.g. dresser axis).
;$
L
GHILQLWLRQSRLQW
/RZHUOLPLWYDOXH
8SSHUOLPLWYDOXH
)7&'()$$B,:>;$@
\
;$
Figure 17-12 Straight line with gradient 1
Write online tool offset continuously
PUTFTOCF(<polynomial no.>, <reference value>, <length1_2_3>, <channel no.>, <spindle
no.>)
PUFTOCF
Polynomial no.: Number of function (1, 2, 3)
Reference value: Reference value of function
Length 1_2_3: Wear parameter into which the tool offset value is added
Channel no.: Channel in which the offset is to be effective
Spindle no.: Spindle for which the online offset is to be effective
The online tool offset is activated before the dresser axis movement block.
Example:
Program code Comment
FCTDEF(1,-100,100,-$AA_IW[X],1) ; Function definition
PUTFTOCF(1,$AA_IW[X],1,2,1) ; Write online tool offset continuously

 Loading...
Loading...










