K5: Mode groups, channels, axis interchange
5.3 Channels - only 840D sl
Extended Functions
310 Function Manual, 03/2013, 6FC5397-1BP40-3BA1
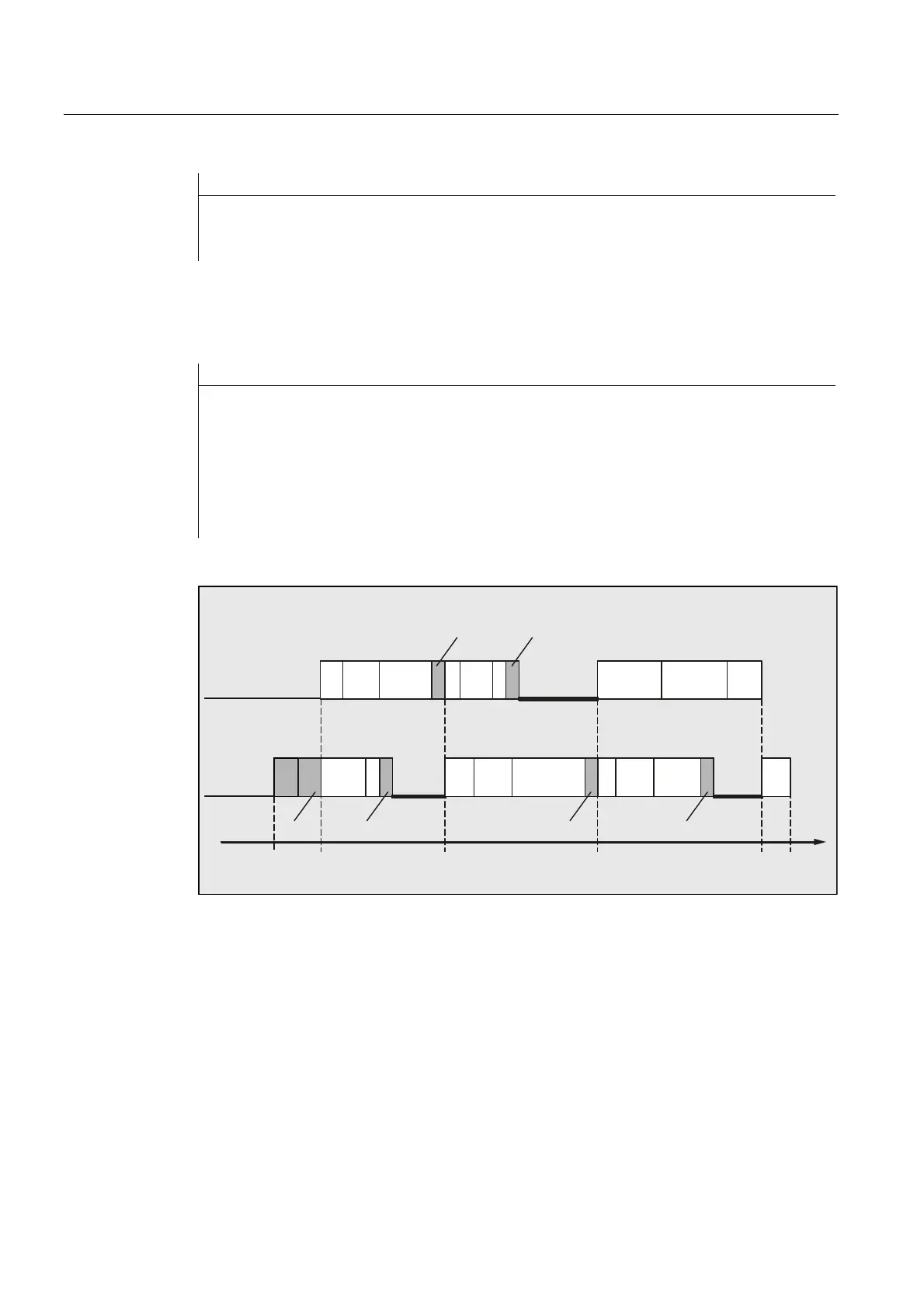
Program code Comment
... ; Additional machining in channel 1.
N200 WAITE(2) ; Wait for the end of program of channel 2
N201 M30 ; End of program of channel 1, total end.
Channel 2: The INIT command (see N10 in _N_MPF100_MPF) selects the
_N_MPF200_MPF program for execution in channel 2.
Program code Comment
;$PATH=/_N_MPF_DIR
... ; Machining in channel 2
N70 WAITM(1,1,2) ; Wait until wait marker 1 is reached in channels 1 and 2.
... ; Additional machining in channel 2.
N270 WAITM(2,1,2) ; Wait until wait marker 2 is reached in channels 1 and 2.
... ; Additional machining in channel 2.
N400 M30 ; End of program in channel 2.
0DLQWDLQLQJ
(QGRIWLPH6WDUW
0DLQWDLQLQJ
0DLQWDLQLQJ
&KDQQHO
&KDQQHO
03)
03)
0
1
0
1
:$,7(
1
:$,70
1
:$,70
1
:$,70
1
:$,70
1
00
67$57
67$57
11
1

 Loading...
Loading...










