W4: Grinding-specific tool offset and tool monitoring
17.1 Tool offset for grinding operations
Extended Functions
Function Manual, 03/2013, 6FC5397-1BP40-3BA1
807
Parameter Meaning Data type
Additional parameters (user-specific cutting edge data)
$TC_TPC1
to
$TC_TPC10
Real
Definition of additional parameters $TC_DPC1...10
For the user-specific cutting data the additional parameters $TC_DPC1 to $TC_DPC10 can
be implemented independent of the WZ-type. This is done via the general machine data:
MD18096 $MN_MM_NUM_CC_TDA_PARAM
CAUTION
Data loss
Changes to MD18096 take effect after power on and will lead to initialization of the
memory.
A data backup must be created beforehand.
Spindle number $TC_TPG1
Number of the programmed spindle (e.g. grinding wheel peripheral speed) and spindle to be
monitored (e.g. wheel radius and width)
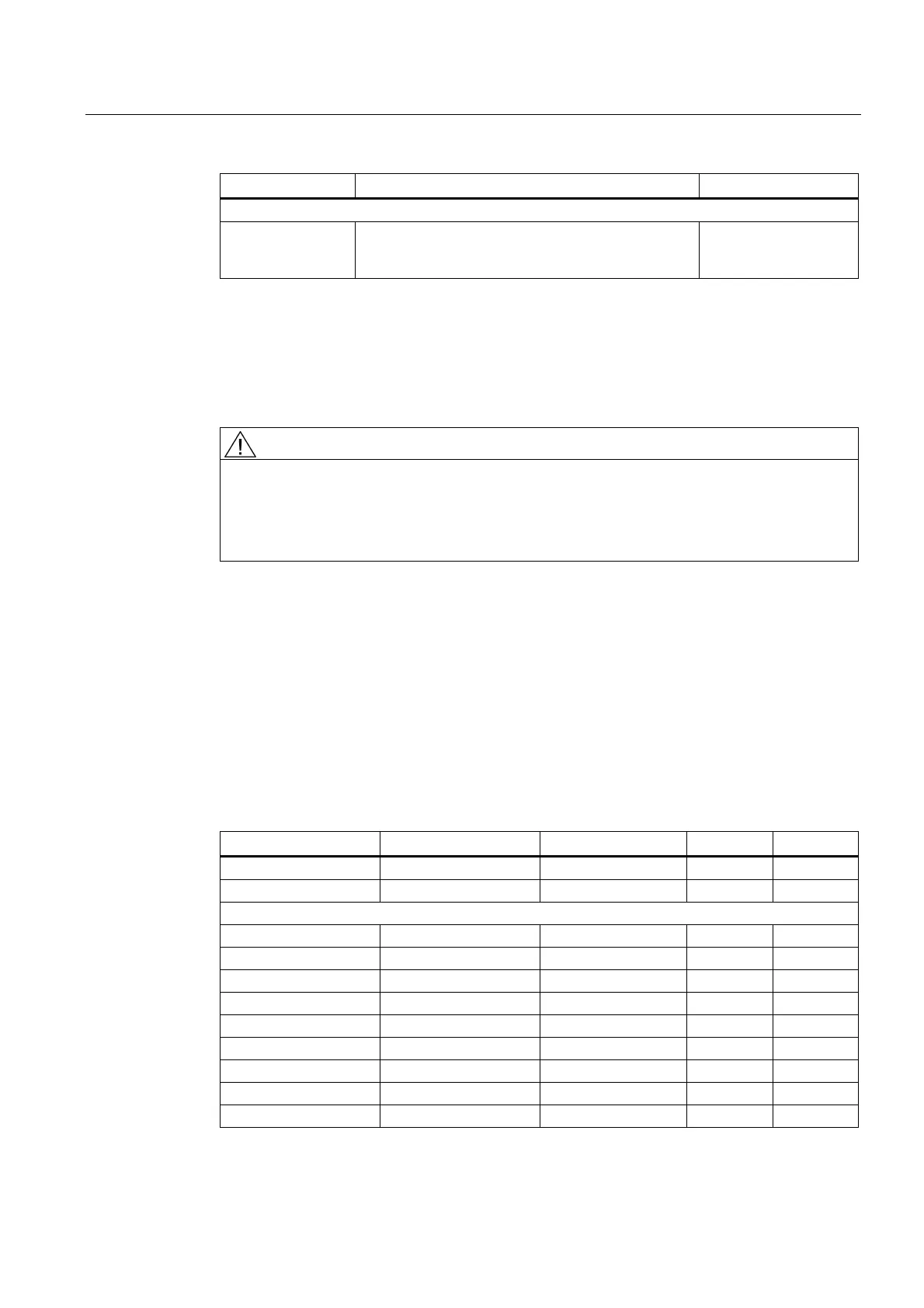
Chain rule $TC_TPG2
This parameter is set to define which tool parameters of tool edge 2 (D2) and tool edge 1 (D1)
have to be chained to one another. When the setpoint of a chained parameter is modified,
the value of the parameter with which it is chained is modified automatically.
Tool parameter Meaning Bit in $TC_TPG2 Hex Dec
$TC_DP1 Tool type 0 0001 1
$TC_DP2 Length of cutting edge 1 0002 2
Geometry tool length compensation
$TC_DP3 Length 1 2 0004 8
$TC_DP4 Length 2 3 0008 16
$TC_DP5 Length 3 4 0010 32
$TC_DP6 Radius 5 0020 64
$TC_DP7 Reserved 6 0040 128
$TC_DP8 7 0080 256
$TC_DP9 8 0100 512
$TC_DP10 9 0200 1024
$TC_DP11 Reserved 10 0400 2048

 Loading...
Loading...










