Creating a ShopTurn program
8.4 Fundamentals
Turning
Operating Manual, 01/2015, 6FC5398-8CP40-5BA2
247
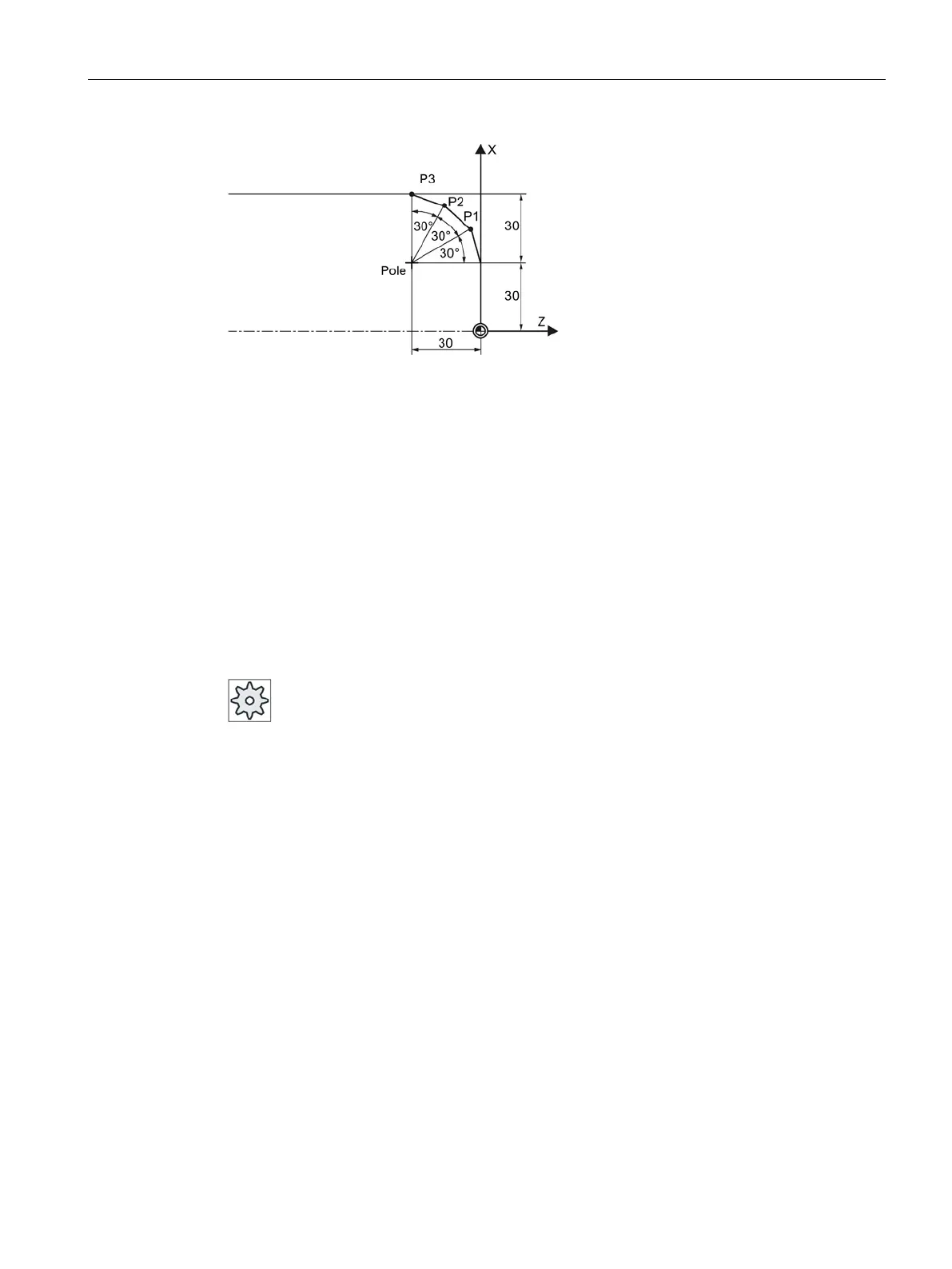
Figure 8-9 Polar coordinates
The position specifications for the pole and points P1 to P3 in polar coordinates are:
Pole: X30 Z30 (relative to the zero point)
P1: L30 α30° (relative to the pole)
P2: L30 α60° (relative to the pole)
P3: L30 α90° (relative to the pole)
The "Clamp spindle" function must be set up by the machine manufacturer.
Please refer to the machine manufacturer's specifications.
Note for selecting the clamp spindle function under ShopTurn
The machine manufacturer also specifies whether ShopTurn will clamp the spindle
automatically if this would facilitate machining, or if you can decide the types of machining for
which the spindle should be clamped.
If you are to decide the types of machining for which the spindle is to be clamped, the
following applies:
You should note that when machining in the end face/end face C and peripheral
surface/peripheral surface C planes, clamping only remains active for contour milling and
drilling operations. On the other hand, when machining in the end face Y/end face B and
peripheral surface Y planes, clamping is modal, i.e. it remains active until the machining
plane is changed.