Creating a G code program
7.3 Program structure
Turning
218 Operating Manual, 01/2015, 6FC5398-8CP40-5BA2
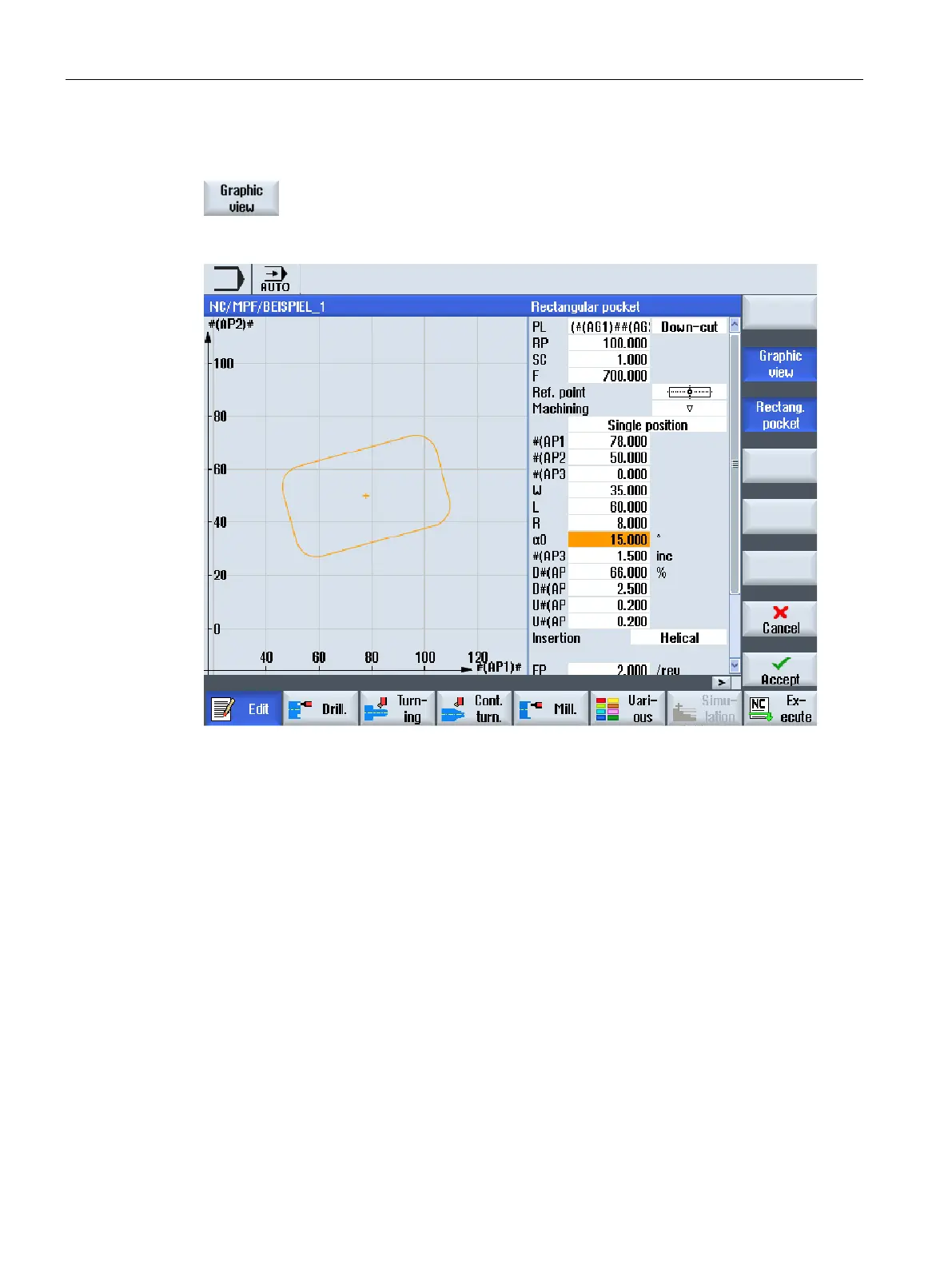
Parameter screen with graphic view
Press the "Graphic view" softkey to toggle between the help screen and
the graphic view in the screen.
Figure 7-3 Parameter screen with a graphical view of a G code program block
G_code programs can always be freely programmed. The most important commands that
are included in the rule:
● Set a machining plane
● Call a tool (T and D)
● Call a work offset
● Technology values such as feedrate (F), feedrate type (G94, G95,....), speed and
direction of rotation of the spindle (S and M)
● Positions and calls, technology functions (cycles)
● End of program
For G code programs, before calling cycles, a tool must be selected and the required
technology values F, S programmed.
A blank can be specified for simulation.