Programming technology functions (cycles)
9.6 Further cycles and functions
Turning
566 Operating Manual, 01/2015, 6FC5398-8CP40-5BA2
Aligning milling tools - only for G code program (CYCLE800)
Procedure
The part program to be executed has been created and you are in the
editor.
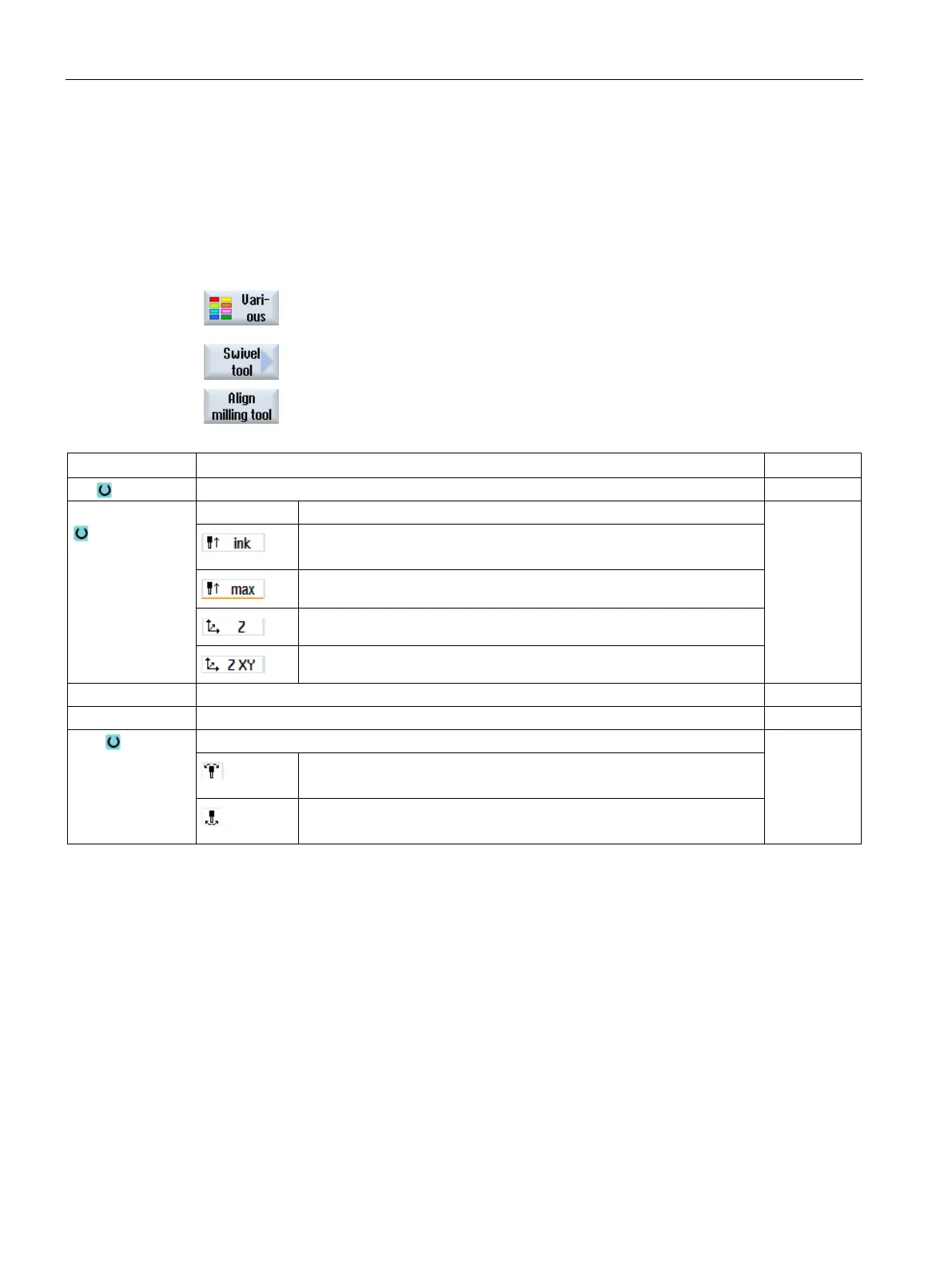
Press the "Various" softkey.
and "Align milling tool" softkeys.
The "Align milling tool" input window opens.
Name of the swivel data record
Retraction
No retraction before swiveling
Incremental retraction in tool direction
The retraction path is entered into parameter ZR.
Maximum retraction in tool direction
Retraction in the direction of machine axis Z
Retract towards the machine axis Z and then in the direction X, Y
Retraction path - (only for incremental retraction in the tool direction)
Rotation around the 3rd geometry axis (for G18 Y)
Tool
Tool tip position when swiveling
Tracking
The position of the tool tip is maintained during swiveling.
No tracking
The position of the tool tip changes during swiveling.