Introduction
2.4 User interface
Turning
48 Operating Manual, 01/2015, 6FC5398-8CP40-5BA2
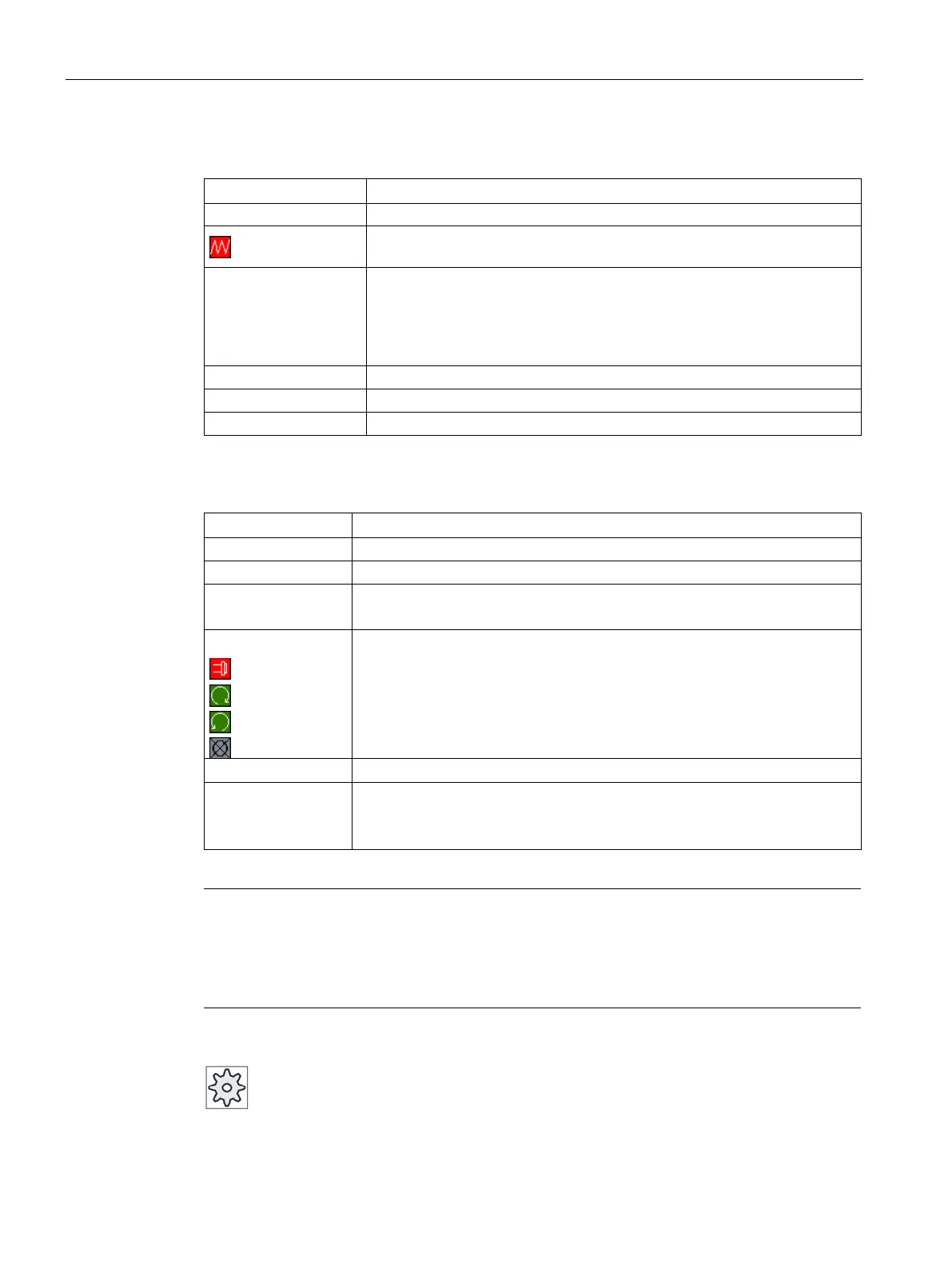
Feed disable
Actual feed value
If several axes traverse, is displayed for:
• "JOG" mode: Axis feed for the traversing axis
• "MDA" and "AUTO" mode: Programmed axis feed
Spindle selection, identification with spindle number and main spindle
Speed Actual value (when spindle turns, display increases)
Setpoint (always displayed, also during positioning)
Symbol
Spindle status
Spindle not enabled
Spindle is turning clockwise
Spindle is turning counterclockwise
Spindle is stationary
Spindle utilization
rate
Display between 0 and 100%
The upper limit value can be greater than 100%.
See machine manufacturer's specifications.
Note
Display of logical spindles
If the spindle converter is active, logical spindles are displayed in the workpiece coordinate
system. When
switching over to the machine coordinate system, the physical spindles are
Please refer to the machine manufacturer's specifications.