Programming technology functions (cycles)
9.4 Milling
Turning
512 Operating Manual, 01/2015, 6FC5398-8CP40-5BA2
FZ
Depth infeed rate *
FZ
(only for ShopTurn)
Depth infeed rate mm/min
mm/tooth
Machining
surface
(only for ShopTurn)
• Face C
• Face Y
• Peripheral surface C
• Peripheral surface Y
Position
(only for ShopTurn)
• At the front (face)
• At the rear (face)
• Outside (peripheral surface)
• Inside (peripheral surface)
Clamp/release spindle (only for end face Y/peripheral surface Y)
The function must be set up by the machine manufacturer.
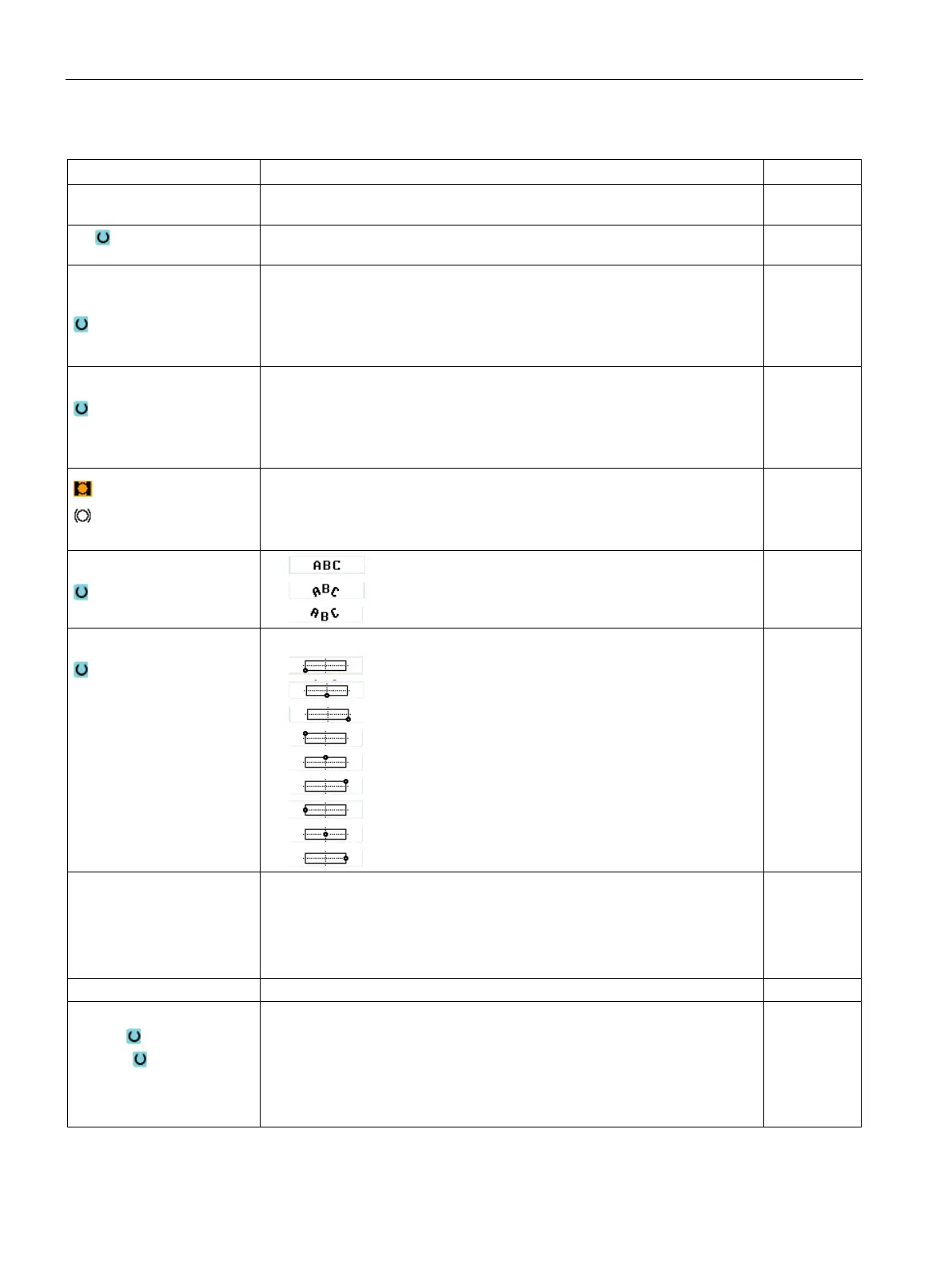
Alignment
• (linear alignment)
•
(curved alignment)
•
(curved alignment)
Reference point
Position of the reference point
• bottom left
•
bottom center
•
bottom right
•
top left
•
top center
•
top right
•
left-hand edge
•
center
•
right-hand edge
Mirror writing
• Yes
The mirrored text is engraved on the workpiece.
• No
The text is engraved on the workpiece without mirroring.
X0 or R
Y0 or α0
Z0
The positions refer to the reference point:
Reference point X or reference point length polar
Reference point Y or reference point angle polar
Reference point Z
mm
mm or de-
grees
mm