Programming technology functions (cycles)
9.7 Additional cycles and functions in ShopTurn
Turning
592 Operating Manual, 01/2015, 6FC5398-8CP40-5BA2
The ShopTurn program to be processed has been created and you are
in the editor.
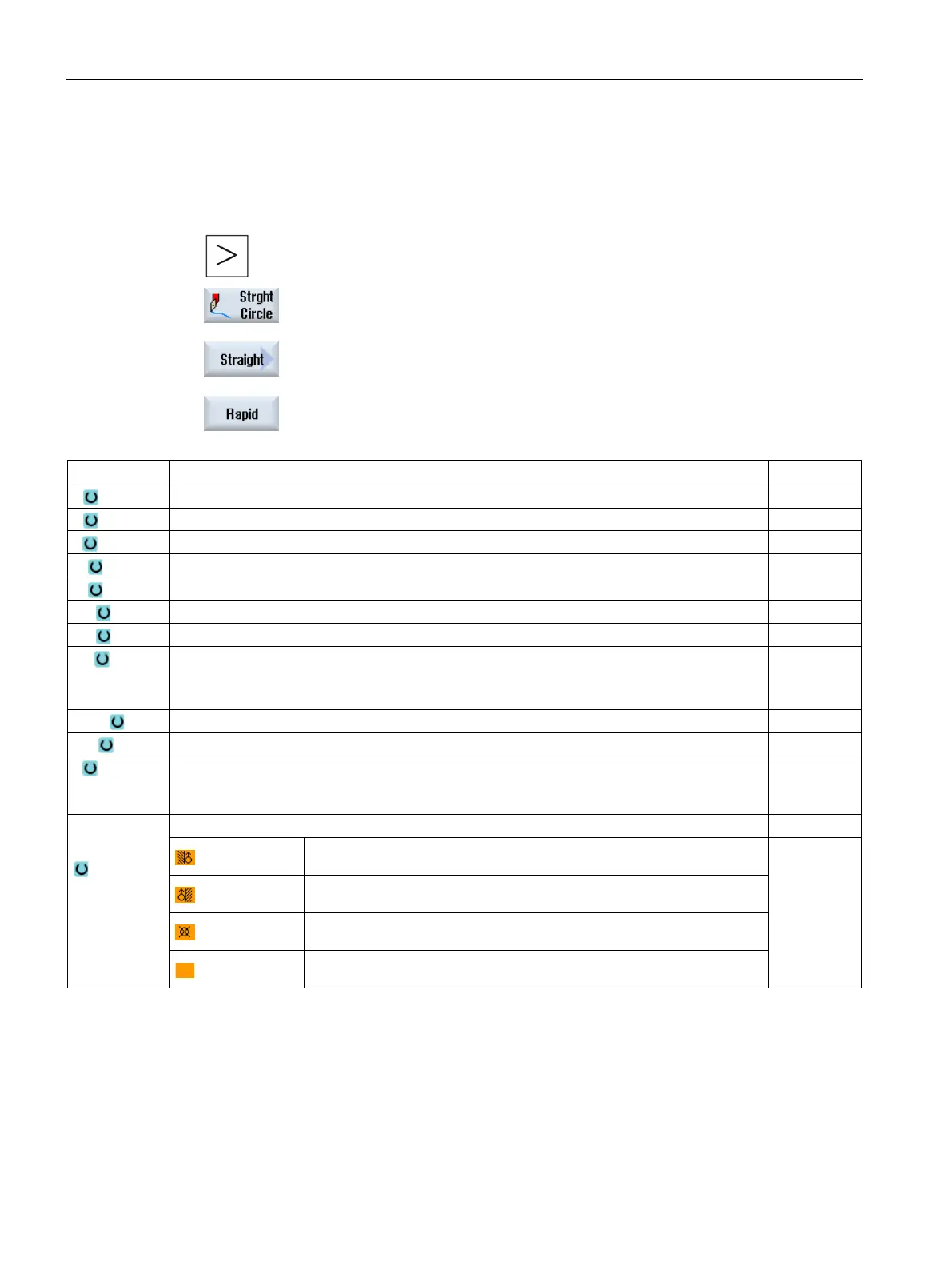
Press the menu forward key and the "Straight Circle" softkey.
Press the "Straight" softkey.
Press the "Rapid traverse" softkey if you want to use rapid traverse
instead of a programmed machining feedrate.
Target position X ∅ (abs) or target position X referred to the last programmed position (inc)
Y Target position Y (abs) or target position Y referred to the last programmed position (inc) mm
Target position Z (abs) or target position Z referred to the last programmed position (inc)
Target position (abs) or target position referred to the actual position (inc)
Target angle (abs) or target angle referred to the actual position (inc)
Target position of C axis of main spindle (abs or inc)
Target position of C axis of counterspindle (abs or inc)
Z3 Target position of special axis (abs or inc)
Note:
Incremental dimension: The sign is also evaluated.
mm
Target angle (abs) or target angle referred to the actual position (inc)
Target angle (abs) or target angle referred to the actual position (inc)
F Machining feedrate
Alternatively, rapid traverse
mm/rev
mm/min
Radius com-
pensation
Input defining which side of the contour the cutter travels in the traversing direction:
Radius compensation to right of contour
Radius compensation to left of contour
Radius compensation off
The previously programmed setting for radius compensation is used.