Programming technology functions (cycles)
9.7 Additional cycles and functions in ShopTurn
Turning
Operating Manual, 01/2015, 6FC5398-8CP40-5BA2
599
The ShopTurn program to be processed ha
s been created and you are
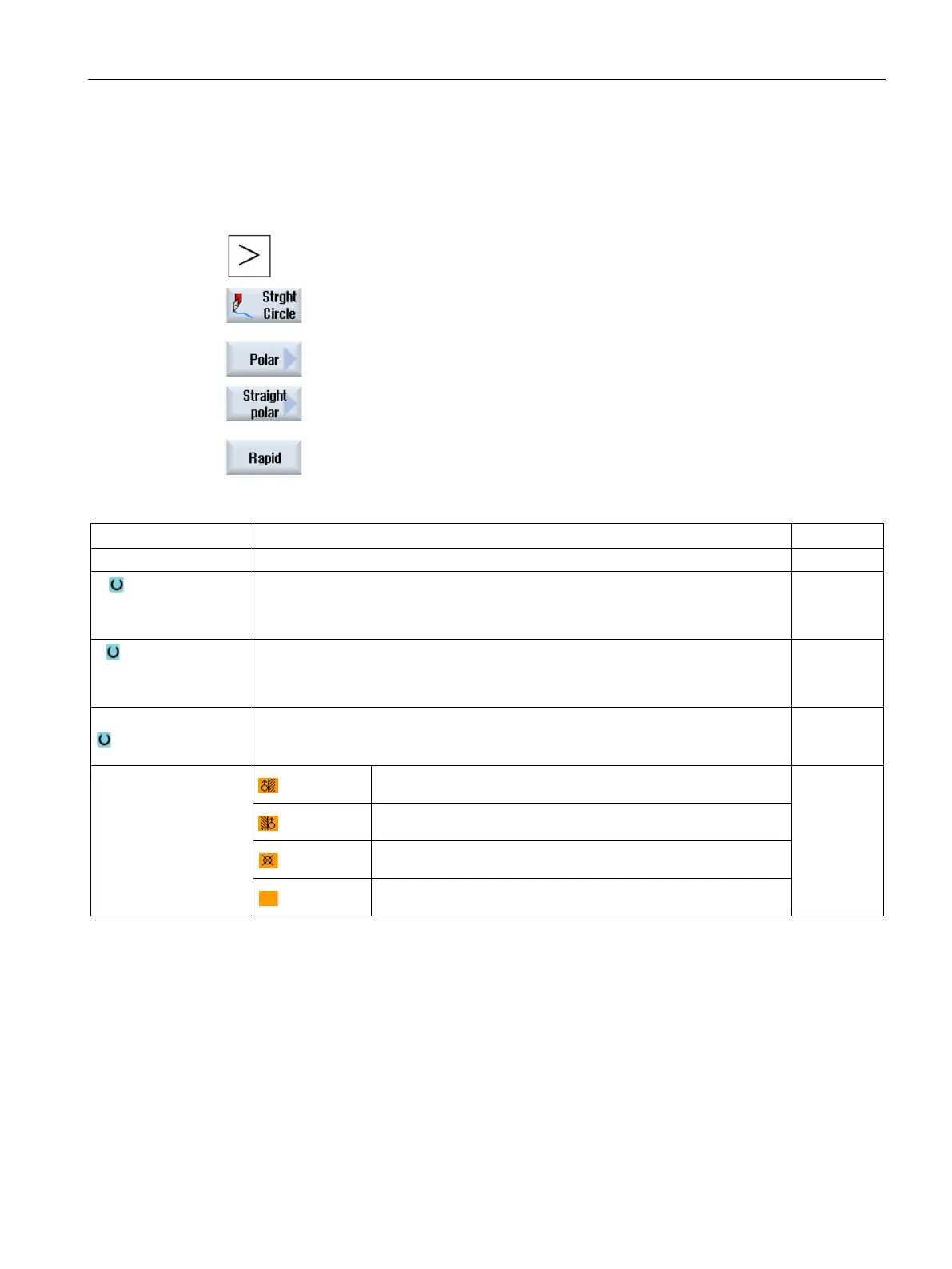
Press the menu forward key and the "Straight Circle" softkey.
Press the "Polar" and "Straight Polar" softkeys.
Press the "Rapid traverse" softke
y if you want to use rapid traverse
instead of a programmed machining feedrate.
Distance to the pole, end point
α Polar angle to the pole, end point (abs) or
Polar angle change to the pole, end point (inc)
The sign specifies the direction.
Degrees
F
Machining feedrate mm/rev
mm/min
Radius compensation
Input defining which side of the contour the cutter travels in the traversing direc-
tion:
Radius compensation to left of contour
Radius compensation to right of contour
Radius compensation off
The set radius compensation remains as previously set