Programming technology functions (cycles)
8.2 Rotate
Turning
318 Operating Manual, 03/2013, 6FC5398-8CP40-3BA1
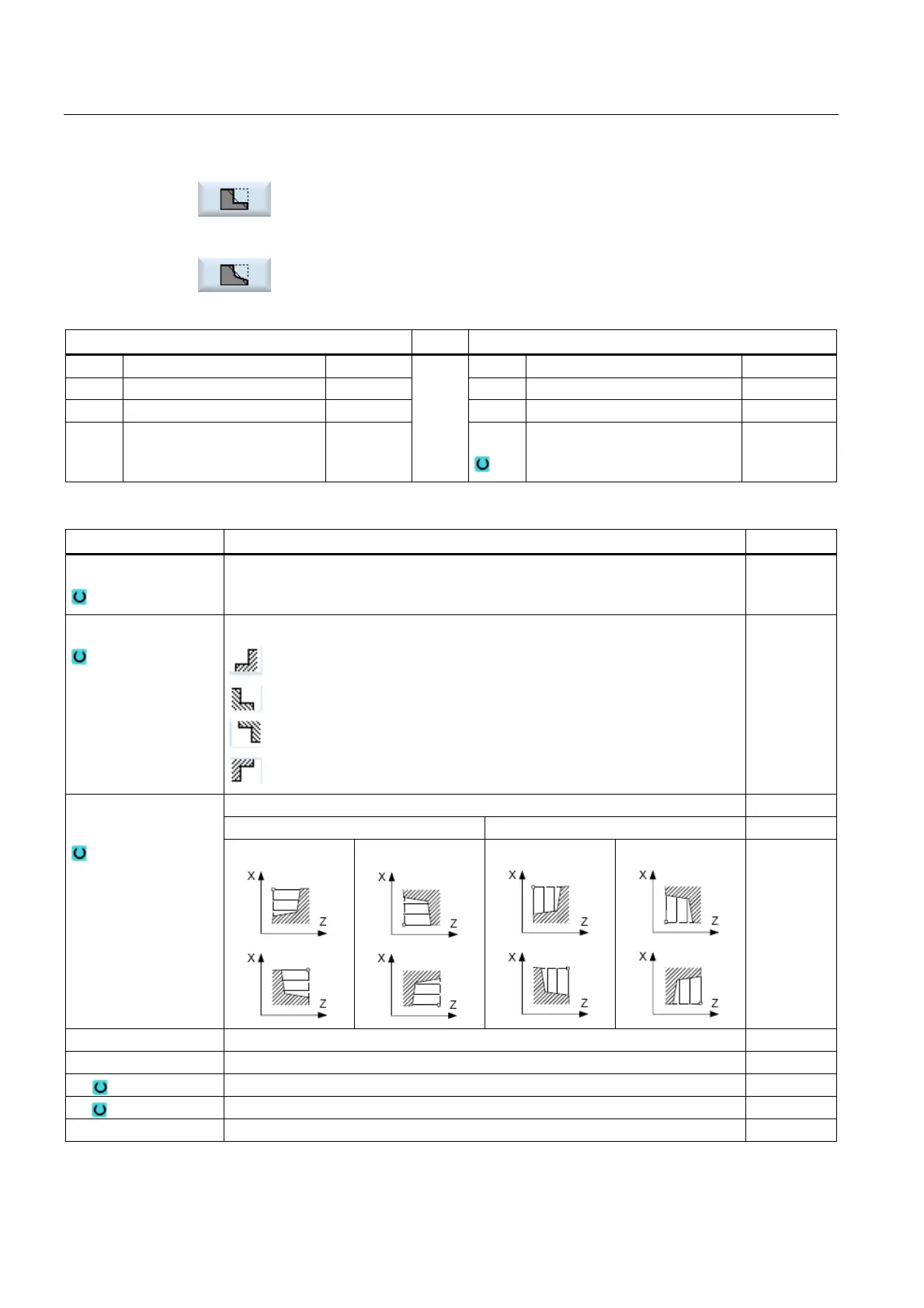
Straight stock removal cycle with radii or chamfers.
The "Stock removal 2" input window opens.
- OR
Stock removal cycle with oblique lines, radii, or chamfers.
The "Stock Removal 3" input window opens.
Parameters, G code program Parameters, ShopTurn program
PL Machining plane T Tool name
SC Safety clearance mm D Cutting edge number
F Feedrate * F Feedrate mm/rev
S / V
Spindle speed or constant
cutting rate
rpm
m/min
Parameter Description Unit
Machining
• ∇ (roughing)
• ∇∇∇ (finishing)
Position
Machining position:
Stock removal direction (transverse or longitudinal) in the coordinate system
Parallel to the Z axis (longitudinal) Parallel to the X axis (transverse)
Machining
direction
External
Internal
External
internal
X0 Reference point in X ∅ (abs, always diameter) mm
Z0 Reference point in Z (abs) mm
X1 End point X (abs) or end point X in relation to X0 (inc)
Z1 End point Z (abs) or end point Z in relation to Z0 (inc)
D Maximum depth infeed – (not for finishing) mm