Turning
Operating Manual, 03/2013, 6FC5398-8CP40-3BA1
725
Working with a B axis (only 840D sl)
15
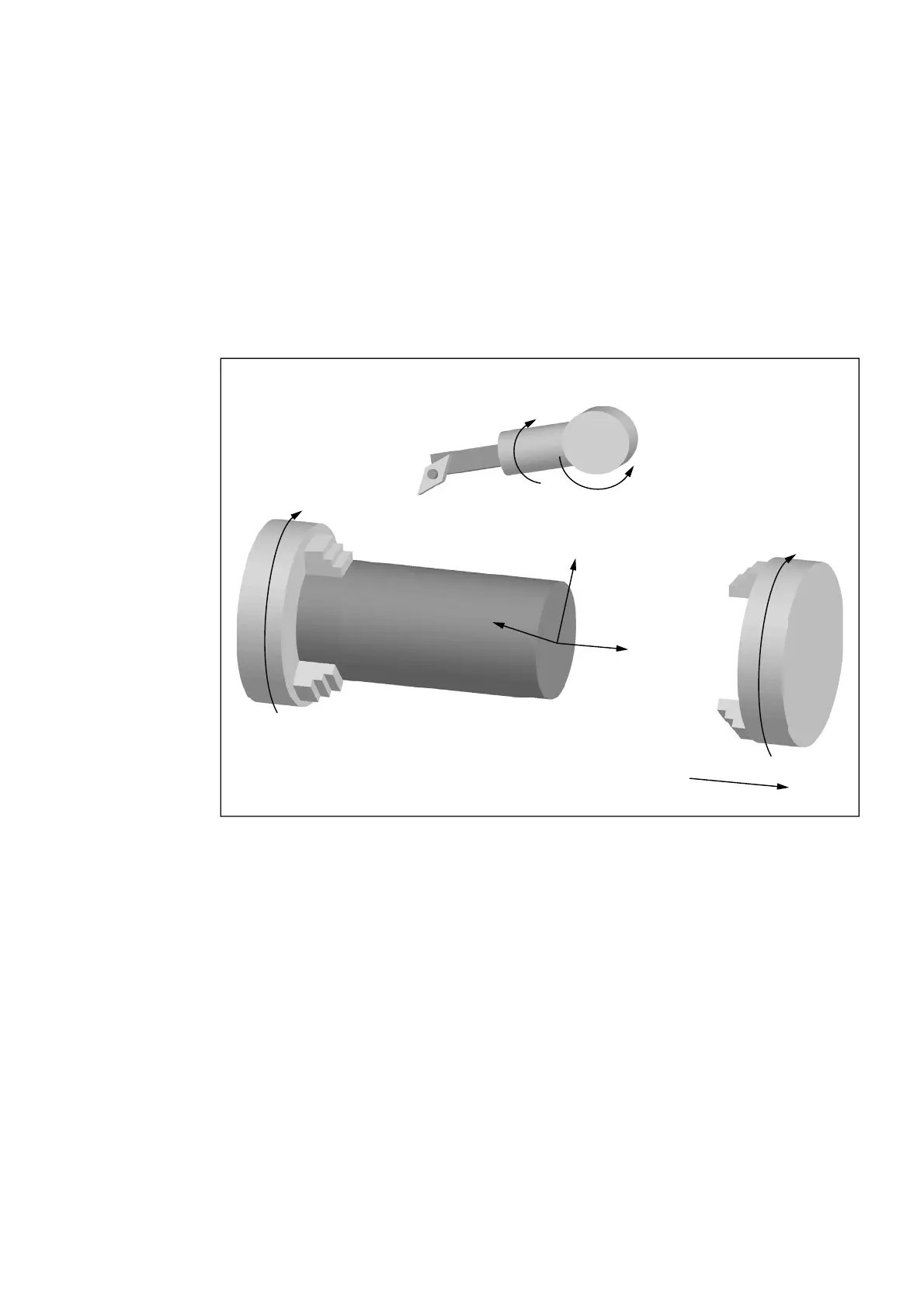
15.1 Lathes with B axis
With an additional B axis, you have the option of aligning milling machines and lathes.
7RROVSLQGOH
0DLQVSLQGOH
&RXQWHUVSLQGOH
%D[LV
;
=
&
%
&
&
=
<
The initial setting in which all tools must be measured is B=0.
When turning, you can align the tool for special machining operations using the B axis and C
axis of the tool spindle.
When milling, you can swivel the workpiece using the B and C axis of the main or
counterspindle so that you can mill and drill on inclined surfaces.
The B axis is also used for aligning tools for face and peripheral surface machining.