Programming technology functions (cycles)
8.2 Rotate
Turning
338 Operating Manual, 03/2013, 6FC5398-8CP40-3BA1
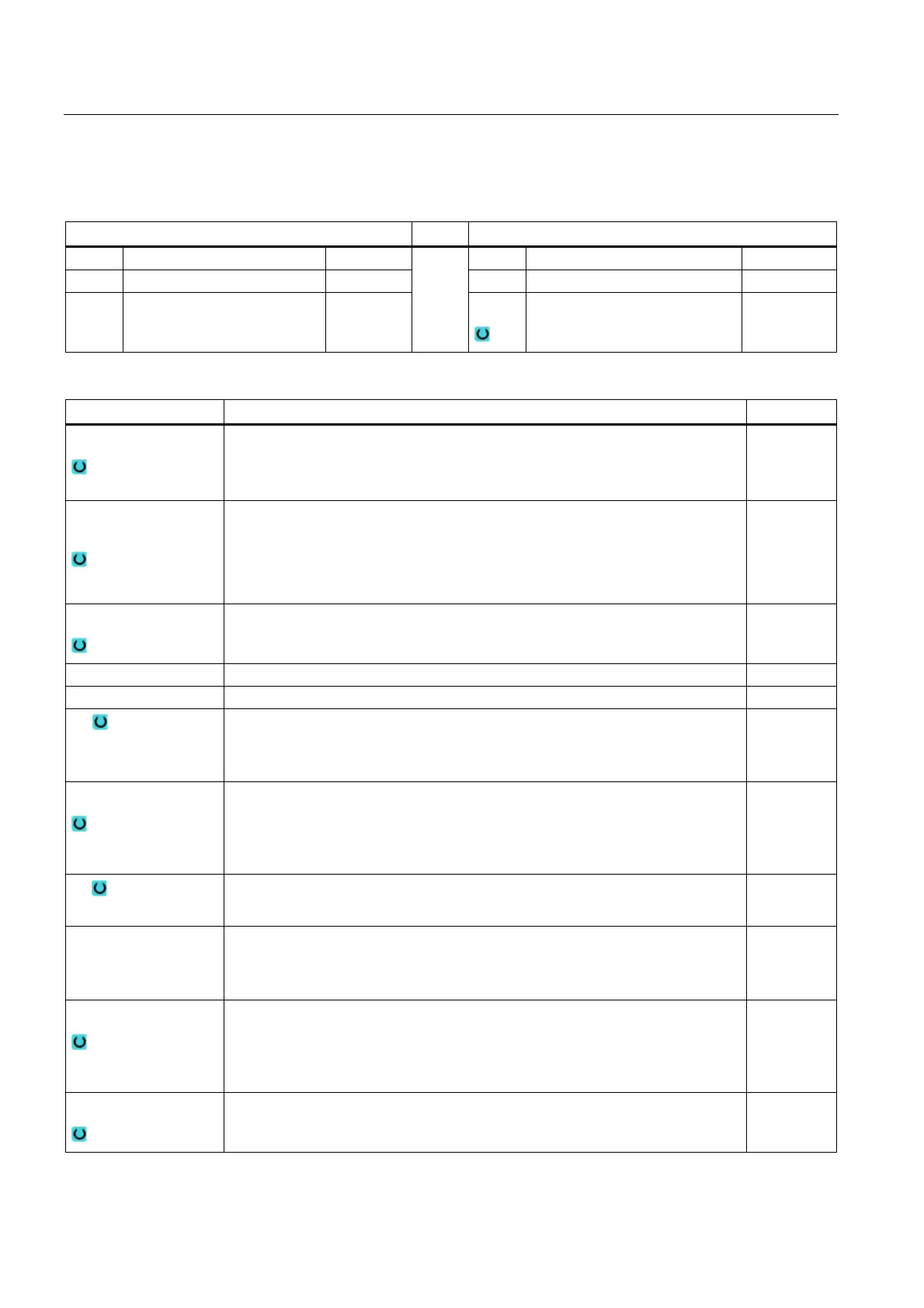
8.2.7.1 Parameters
Parameters, G code program Parameters, ShopTurn program
PL Machining plane T Tool name
SC Safety clearance mm D Cutting edge number
S / V
Spindle speed or constant
cutting rate
rpm
m/min
Parameter Description Unit
Machining
• ∇ (roughing)
• ∇∇∇ (finishing)
• ∇ + ∇∇∇ (roughing and finishing)
Infeed (only for ∇ and ∇
+ ∇∇∇)
• Linear:
Constant cutting depth infeed
• Degressive:
Constant cutting cross-section infeed
Thread
• Internal thread
• External thread
X0 Reference point X ∅ (abs, always diameter) mm
Z0 Reference point Z (abs) mm
P0 Thread pitch 1 mm/rev
in/rev
turns/"
MODULUS
X1 or X1α
• Intermediate point 1 X ∅ (abs) or
• Intermediate point 1 in relation to X0 (inc) or
• Thread taper 1
Incremental dimensions: The sign is also evaluated.
mm
Degrees
Z1
• Intermediate point 1 Z (abs) or
• Intermediate point 1 in relation to Z0 (inc)
mm
P1 Thread pitch 2 (unit as parameterized for P0) mm/rev
in/rev
turns/"
MODULUS
X2 or X2α
• Intermediate point 2 X ∅ (abs) or
• Intermediate point 2 in relation to X1 (inc) or
• Thread taper 2
Incremental dimensions: The sign is also evaluated.
mm
Degrees
Z2
• Intermediate point 2 Z (abs) or
• Intermediate point 2 in relation to Z1 (inc)
mm