Programming technology functions (cycles)
8.7 Additional cycles and functions in ShopTurn
Turning
Operating Manual, 03/2013, 6FC5398-8CP40-3BA1
513
8.7.15 Straight line polar
When you want to program a straight line in polar coordinates, you can use the "Straight
Polar" function.
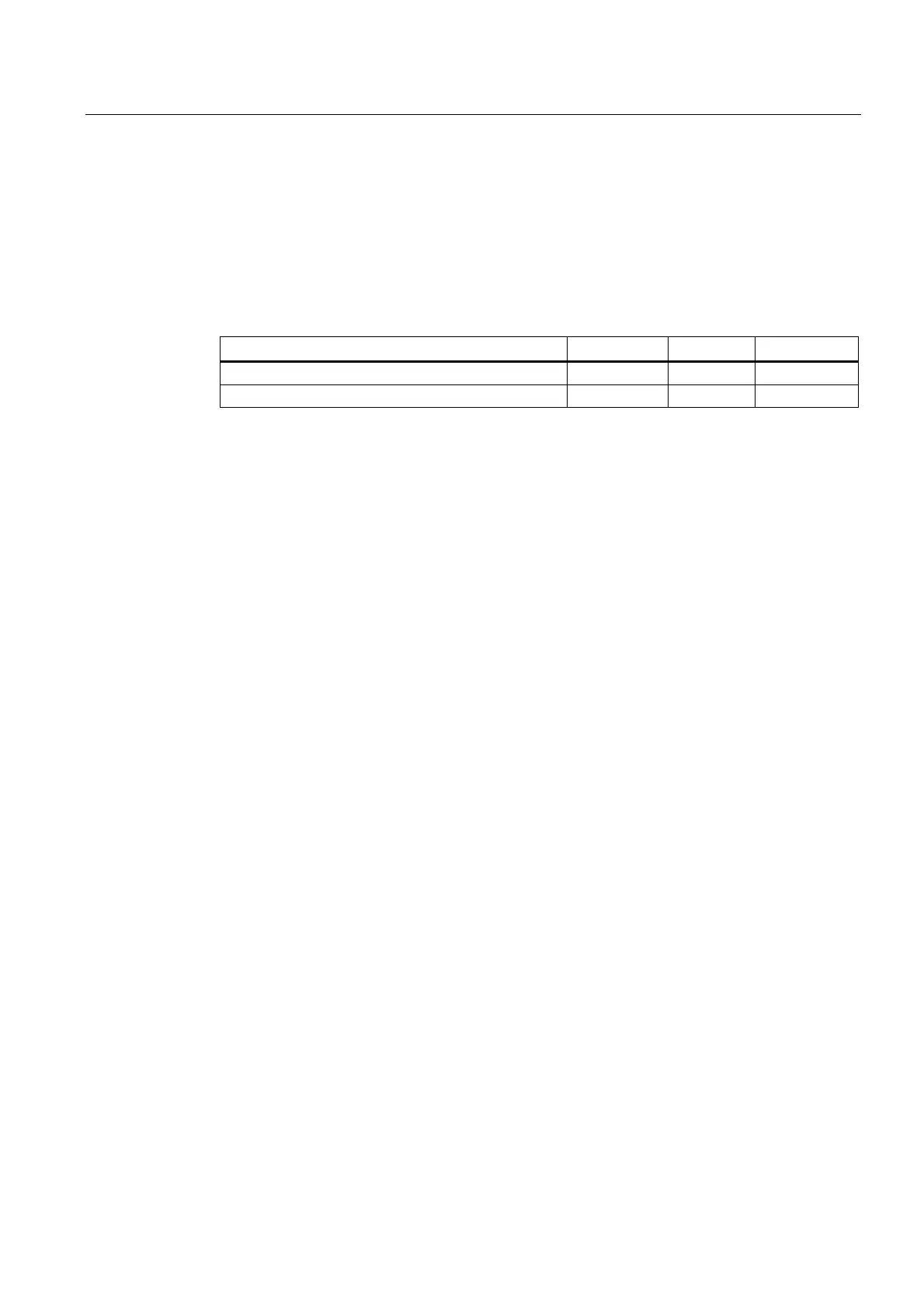
A straight line in the polar coordinate system is defined by the length L and the angle α.
Depending on the selected machining plane, the angle refers to another axis. The direction
in which a positive angle points also depends on the machining plane.
Machining plane Turning Face Peripheral
Reference axis for angle Z X Y
Positive angle in direction of the axis X Y Z
The tool traverses a straight line from its current position to the programmed end point at the
machining feedrate or at rapid traverse.
The 1st line in polar coordinates entered after the pole must be programmed in absolute
dimensions. You can program any additional lines or arcs also in incremental dimensions.
Radius compensation
Alternately, you can implement the straight line with radius compensation. The radius
compensation acts modally, therefore you must deactivate the radius compensation again
when you want to traverse without radius compensation. Where several straight line blocks
with radius compensation are programmed sequentially, you may select radius
compensation only in the first program block.
For the first straight line with radius compensation, the tool approaches the starting point
without radius compensation and the end point with radius compensation, i.e. if a vertical
path is programmed, a slope will be traversed. The compensation does not act over the
entire traverse path until the second programmed straight line with radius compensation. The
reverse effect occurs when radius compensation is deactivated.