Programming technology functions (cycles)
8.7 Additional cycles and functions in ShopTurn
Turning
514 Operating Manual, 03/2013, 6FC5398-8CP40-3BA1
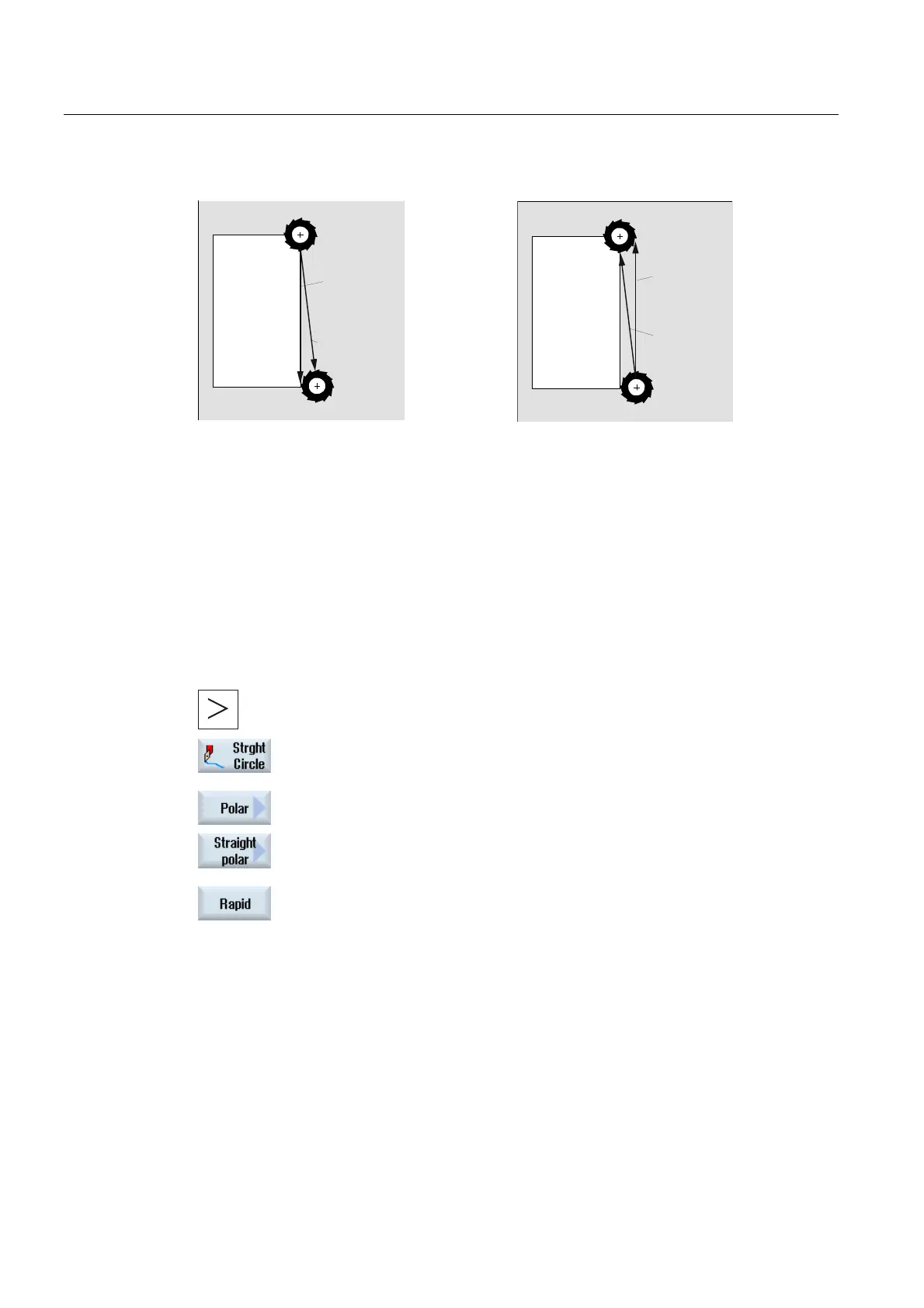
7UDYHUVLQJ
SDWK
3DWK
3URJUDPPHG
Straight line with selected radius
compensation
7UDYHUVLQJ
SDWK
3DWK
3URJUDPPHG
Straight line with deselected radius
compensation
If you want to prevent deviation from the programmed path, you can program the first
straight line with radius compensation or with deactivated radius compensation outside the
workpiece. Programming without coordinate data is not possible.
Procedure
1. The ShopTurn program to be processed has been created and you are
in the editor.
2. Press the menu forward key and the "Straight Circle" softkey.
3. Press the "Polar" and "Straight Polar" softkeys.
4. Press the "Rapid traverse" softkey if you want to use rapid traverse
instead of a programmed machining feedrate.