Setting up the machine
2.8 Monitoring axis and spindle data
Turning
Operating Manual, 03/2013, 6FC5398-8CP40-3BA1
93
2.8.3 Spindle chuck data
You store the chuck dimensions of the spindles at your machine in the "Spindle chuck data"
window.
Manually measuring a tool
If you want to use the chuck of the main or counter spindle as a reference point during
manual measuring, specify the chuck dimension ZC.
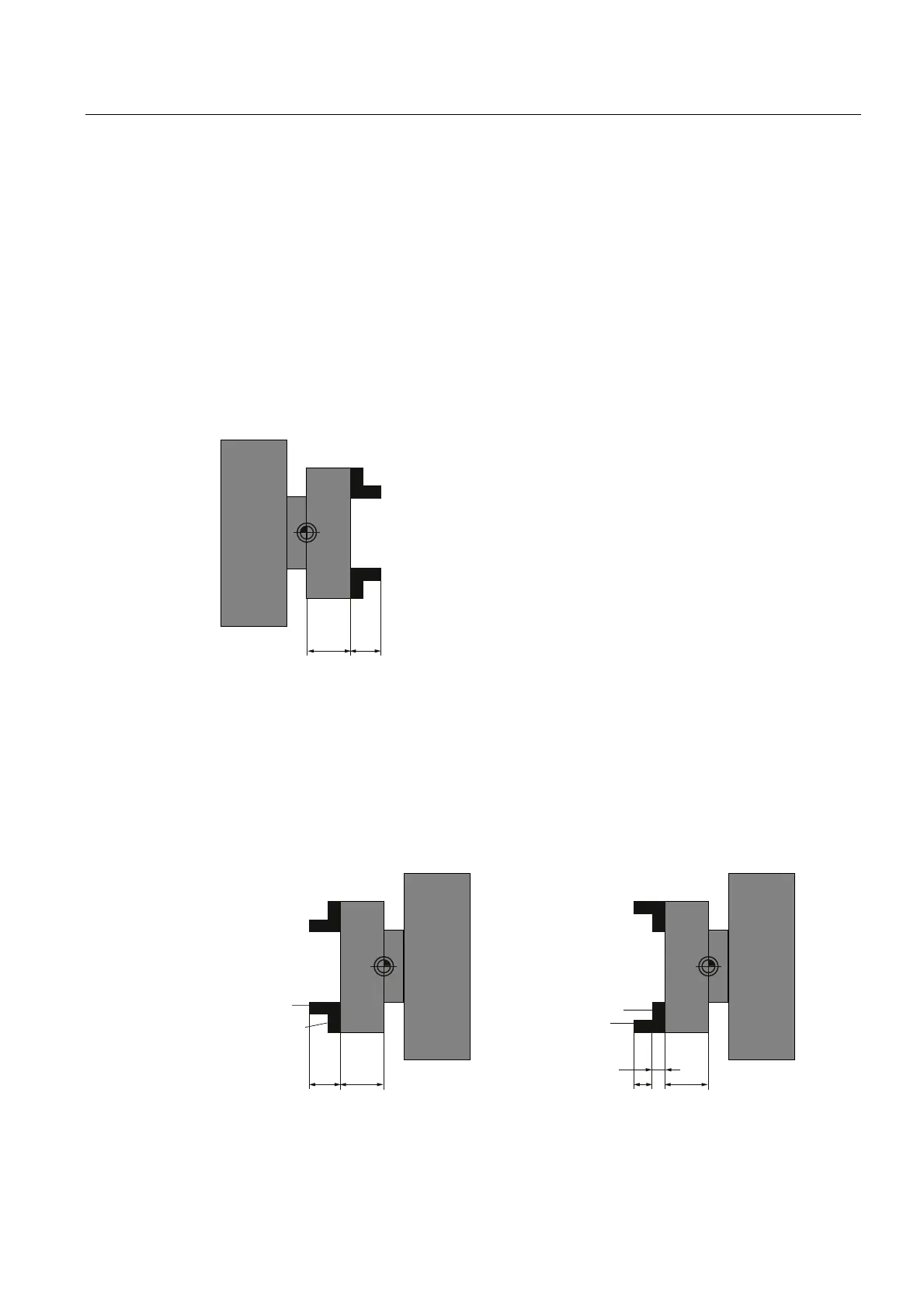
Main spindle
=& =6
Dimensioning the main spindle
Counterspindle
You can measure either the forward edge or stop edge of the counter-spindle. The forward
edge or stop edge automatically serves as the valid reference point when traversing the
counter-spindle. This is especially important when gripping the workpiece using the counter-
spindle.
=&
=6
6WRSHGJH
)URQWHGJH
Dimensions, counterspindle jaw type 1
=6
=&
=(
6WRSHGJH
)URQWHGJH
Dimensions, counterspindle jaw type 2